

If you have ever opened a carton of almond milk or oat milk after a week of storage, you probably noticed the problem: the liquid separates, a layer of sediment settles at the bottom, and the texture becomes thin and watery. However, this is not a quality failure caused by poor ingredients; instead, it results from a formulation failure caused by the wrong — or missing — plant-based milk stabilizer system.
The global plant-based milk market exceeded USD 21 billion in 2024 and continues expanding at a compound annual growth rate above 10%. Consumers in North America, Europe, and Asia are choosing almond, oat, soy, coconut, and pea protein beverages at record rates. Yet sedimentation, phase separation, and inconsistent mouthfeel remain the top reasons for consumer complaints, product recalls, and shelf returns.
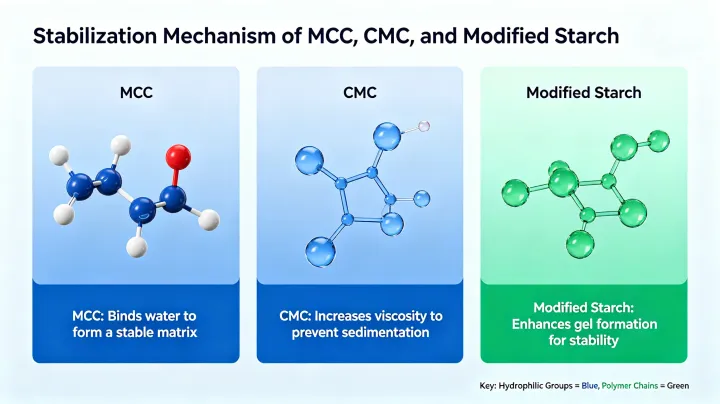
The solution is a precisely designed stabilizer system built around three proven functional ingredients: Microcrystalline Cellulose (MCC), Carboxymethyl Cellulose (CMC), and Hydroxypropyl Modified Starch. This guide explains how each ingredient works, how to combine them, and how to select the right dosage for each plant milk application — from oat milk to pea protein beverages.
A plant-based milk stabilizer is a functional ingredient — or combination of ingredients — that manufacturers add to plant-based beverages to prevent physical instability during production, UHT processing, aseptic filling, and shelf storage. Unlike dairy milk, which naturally contains casein micelles to keep fat and protein in suspension, plant-based milks lack a built-in structural support system. As a result, plant proteins such as soy isolate, pea protein, and oat beta-glucan are relatively heavy particles, and gravity gradually pulls them toward the bottom of the container over time. Fat droplets from coconut or nut extracts cream upward toward the surface. The result is phase separation — the liquid splits into an unappealing top layer and a dense sludge at the bottom.
A well-selected plant-based milk stabilizer system addresses this by:
To formulate a stable oat milk or almond milk beverage, you need more than just a food thickener. In practice, a complete plant-based milk stabilizer system must address three critical challenges at the same time: particle suspension, mouthfeel, and heat stability. As a result, selecting the right plant-based milk stabilizer becomes a key formulation decision for plant-based dairy manufacturers seeking consistent product quality and long-term stability.
Plant-based milk separates because it lacks the natural structural proteins that keep dairy milk stable. In contrast, cow’s milk contains casein micelles that act as a built-in suspension system, holding fat and protein in a stable emulsion. However, oat milk, almond milk, soy milk, and pea protein beverages have no equivalent structure — their proteins and fiber particles are denser than water, so gravity gradually pulls them downward over time, while fat droplets, being lighter than water, float upward. Consequently, the result is a visible split: watery liquid on top and a dense sediment layer on the bottom.
First, particle size and density matter. Larger oat fiber particles and almond flour fragments settle faster than fine protein particles. Even after homogenization, residual particles above 5 µm in diameter remain highly prone to sedimentation within days.
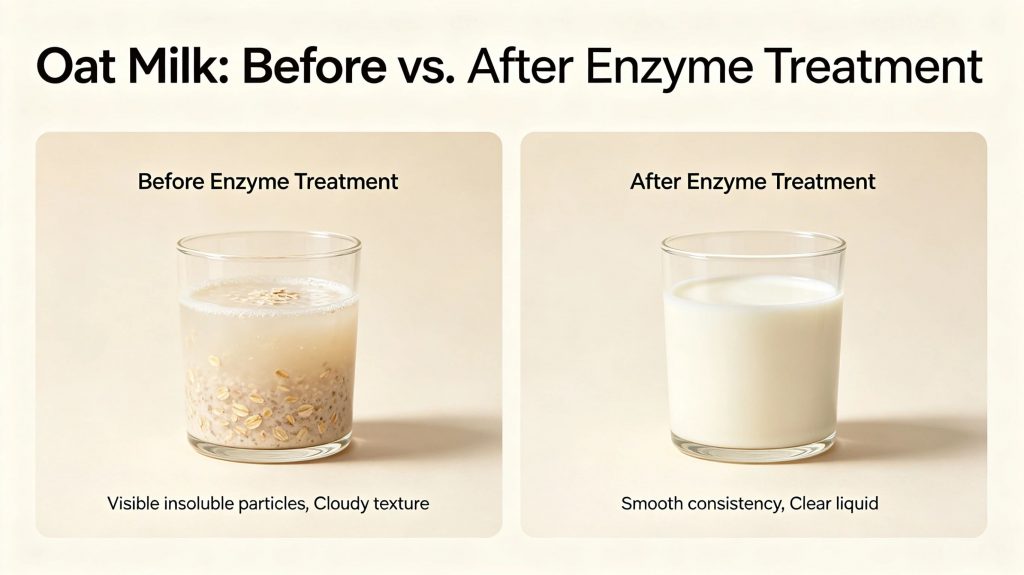
Second, enzymatic processing in oat milk contributes to instability. Oat milk producers use amylase and beta-glucanase to break down starch and beta-glucan for a smoother flavor. However, this also removes the natural viscosity that would otherwise slow settling, leaving the beverage structurally bare without an added stabilizer.
Third, UHT thermal shock exacerbates the issue. Ultra-High Temperature processing (135–142°C) extends shelf life but disrupts hydrocolloid networks and causes protein aggregation. As a result, plant proteins that were stable before UHT can clump and settle after heating, especially in pea protein and soy beverages.
Extended ambient shelf life. A refrigerated oat milk may hold acceptably for 7–10 days. An ambient UHT product must stay stable for 9–12 months. Gravity works constantly — without a structural stabilizer network, separation is inevitable.
The solution is not more homogenization. It is a precisely designed plant-based milk stabilizer system — a combination of colloidal MCC, CMC, and modified starch — that physically holds particles in suspension throughout processing and shelf life.
Understanding the mechanisms behind instability helps formulators select the right stabilizer strategy.
Plant proteins — including soy protein isolate, pea protein, almond flour particles, and oat fiber — have a specific gravity greater than 1.0, meaning they are denser than water. Without structural support, they sediment within hours to days, depending on particle size and protein concentration.
The sedimentation rate is governed by Stokes’ Law: larger, denser particles settle faster. Fine grinding and homogenization reduce particle size, but they cannot eliminate the fundamental density differential. A stabilizer network — particularly a colloidal MCC gel — provides the viscous resistance needed to dramatically slow or halt sedimentation.
In addition, emulsified fat droplets in coconut milk, almond milk, and oat milk are less dense than the aqueous phase, so they gradually cream upward over time. Although manufacturers often use lecithin or mono- and diglycerides as emulsifiers, the emulsion remains thermodynamically unstable. Therefore, formulators must add a structuring agent to provide the physical framework that resists droplet coalescence and creaming.
Furthermore, colloidal MCC works synergistically with emulsifiers. Specifically, the MCC network physically impedes droplet movement between structural nodes, while the emulsifier stabilizes the oil-water interface at the droplet surface. As a result, this combination delivers significantly better stability and suspension performance than either ingredient used alone.
Plant-based milks often lack the naturally rich mouthfeel of whole dairy milk. Consumers describe inadequate products as “watery,” “thin,” or “chalky.” This is a viscosity and lubricity problem, not a flavor problem. CMC and modified starch both contribute to building body — CMC through polymer chain viscosity, and starch through hydration and gel formation. When calibrated correctly, the combination closely mimics the mouthfeel of 2% dairy milk.
Ultra-High Temperature (UHT) processing — typically 135–142°C for 4–15 seconds — kills spoilage organisms and extends shelf life to 12 months without refrigeration. However, the thermal shock of UHT can destabilize hydrocolloid networks, cause protein aggregation, and reduce viscosity. Not all stabilizers survive UHT intact.
Colloidal MCC is exceptionally heat-stable. Unlike some hydrocolloids (notably kappa-carrageenan and some modified starches) that degrade under prolonged high-temperature exposure, MCC maintains its three-dimensional network through standard UHT cycles. This makes it particularly valuable in ambient-stable plant-based beverages.
Aseptic filling lines apply mechanical shear during pumping and filling. A stabilizer system must be thixotropic — it should thin under shear (allowing easy pumping and filling) and recover its gel structure quickly after shear is removed (restoring suspension stability in the sealed package). Colloidal MCC is inherently thixotropic, making it ideal for aseptic processes.
What it is: Colloidal MCC — also called MCC Gel — is a co-processed form of microcrystalline cellulose co-dried with a controlled percentage of sodium carboxymethylcellulose (CMC, typically 8–12%). During manufacturing, the CMC acts as a dispersing aid, coating the cellulose microfibrils and enabling them to re-disperse in water to form a stable, three-dimensional colloidal network.
How it works in plant-based milk:
When properly dispersed under high shear, colloidal MCC particles form a weak gel network throughout the beverage. This network:
Key functional properties:
| Property | Value |
|---|---|
| Typical dosage in plant milk | 0.5%–1.0% w/w |
| pH stability range | 2–11 |
| Heat stability | Stable through UHT (135°C, 15 sec) |
| Thixotropic recovery | Recovers within seconds after shear |
| Regulatory status | FDA GRAS; EFSA approved (E460i); Codex Alimentarius |
| Label declaration | “Microcrystalline cellulose” — clean label compatible |
Dispersion requirement: Colloidal MCC must be fully hydrated under high shear before mixing with other ingredients. Add MCC to water at 50–60°C and apply high-shear mixing at 3,000–5,000 rpm for a minimum of 5–10 minutes. Do not add salt, sugar, starch, or acids before the MCC has fully hydrated — these inhibit network formation and reduce performance.
– U.S. Food and Drug Administration (FDA) and European Food Safety Authority (EFSA)
What it is: Carboxymethyl cellulose (CMC), also known as sodium CMC or cellulose gum, is a water-soluble cellulose derivative produced by chemically grafting carboxymethyl groups onto the cellulose backbone. It is available in low, medium, and high viscosity grades for different functional applications.
How it works in plant-based milk:
CMC dissolves in water to form a viscous solution that:
Key functional properties:
| Property | Value |
|---|---|
| Typical dosage in plant milk | 0.1%–0.3% w/w |
| Viscosity grades available | Low (50–200 mPa·s), Medium (200–800 mPa·s), High (>800 mPa·s) |
| Solubility | Cold and hot water soluble |
| pH stability | 4–11 (reduced performance below pH 4) |
| Regulatory status | FDA GRAS; EFSA approved (E466); Codex Alimentarius |
| Label declaration | “Carboxymethyl cellulose” or “cellulose gum” |
Grade selection guidance:
What it is: Hydroxypropyl starch is a chemically modified starch produced by etherification of native starch (typically from tapioca, maize, or potato). The hydroxypropyl substitution reduces retrogradation, improves freeze-thaw stability, and enhances water-holding capacity.
How it works in plant-based milk:
Modified starch contributes to the beverage system by:
Key functional properties:
| Property | Value |
|---|---|
| Typical dosage in plant milk | 0.3%–1.0% w/w |
| Gelatinization temperature | Varies by source: ~65–75°C (tapioca); ~68–78°C (maize) |
| Freeze-thaw stability | Excellent (vs. native starch which retrogrades) |
| Regulatory status | FDA GRAS; EFSA approved (E1440); Codex Alimentarius |
| Label declaration | “Modified starch” or “hydroxypropyl starch” |
Note on UHT stability: Modified starch provides excellent performance in pasteurized (HTST) plant-based milk. For UHT and retort applications, cross-linked modified starches (E1412, E1414) offer superior heat-shear stability and are preferred over hydroxypropyl starch alone.
The best stabilizer system for plant-based beverages is a three-component combination of colloidal MCC, CMC, and hydroxypropyl modified starch — each ingredient addressing a different instability mechanism that no single hydrocolloid can solve alone.
| Stabilizer | Primary Role | Why It Matters |
|---|---|---|
| Colloidal MCC (0.5%–1.0%) | Structural suspension network | Physically holds protein and fat particles in place; survives UHT; thixotropic for aseptic filling |
| CMC / Cellulose Gum (0.1%–0.35%) | Viscosity + electrostatic stabilization | Slows particle settling; repels protein aggregation; builds lubricious mouthfeel |
| Modified Starch (0.2%–0.7%) | Body, texture, freeze-thaw stability | Adds creaminess; reduces water separation; cost-effective bulking |
Why this combination outperforms single-ingredient systems:
Using colloidal MCC alone at high dosage produces a structurally stable beverage, yet it can feel slightly gummy. Meanwhile, CMC alone increases viscosity but cannot provide the thixotropic gel structure needed to suspend particles throughout 12 months of ambient storage. In contrast, modified starch alone lacks the heat-shear stability required to survive UHT processing.
However, when the three ingredients are combined, they create a complete stabilizer system. Specifically, the MCC network provides structural support, while CMC fills in viscosity and electrostatic protection, and modified starch contributes smooth body — all achieved at lower individual dosages than any ingredient would require alone. Consequently, total stabilizer load typically ranges from 0.9% to 1.85% w/w, depending on beverage type, protein content, and processing conditions.
Furthermore, for UHT ambient products, choose cross-linked modified starch (E1412 or E1414) rather than hydroxypropyl starch alone, because cross-linked variants maintain viscosity under the combined thermal and shear stress of UHT processing and aseptic filling.
All three ingredients are FDA GRAS, EFSA-approved, Codex Alimentarius-compliant, and HALAL/KOSHER certified, making this system suitable for global market formulation.
The most effective plant-based milk stabilizer systems combine all three ingredients, each contributing a distinct functional role:
| Ingredient | Primary Function | Secondary Function |
|---|---|---|
| Colloidal MCC | 3D network — suspends particles | Thixotropic structure, heat stability, mouthfeel |
| CMC | Viscosity building | Electrostatic stabilization, mouthfeel lubricity |
| Modified Starch | Body and texture | Freeze-thaw stability, water retention, cost efficiency |
Why combination outperforms single-ingredient systems:
Using colloidal MCC alone provides excellent suspension and heat stability, yet it can result in a slightly gummy mouthfeel at high dosage. Meanwhile, CMC alone builds viscosity but does not provide the thixotropic gel structure needed for long-term particle suspension. Furthermore, modified starch alone cannot survive UHT processing intact.
However, when the three ingredients are combined at optimized ratios, they create a complete stabilizer system. Specifically, the MCC network provides structural support, while CMC fills in viscosity and electrostatic protection, and modified starch contributes body and smoothness. In addition, keeping the total dosage of each ingredient low minimizes cost and avoids over-texturization.
The following dosage ranges represent industry-standard starting points. Actual optimization should be conducted in pilot trials, as native ingredient characteristics (protein content, particle size, fat level, pH, processing conditions) affect stabilizer performance significantly.
| Application | Colloidal MCC | CMC | Modified Starch | Total Stabilizer Load |
|---|---|---|---|---|
| Oat milk | 0.5%–0.8% | 0.1%–0.2% | 0.3%–0.5% | 0.9%–1.5% |
| Almond milk | 0.6%–0.9% | 0.15%–0.25% | 0.2%–0.4% | 0.95%–1.55% |
| Soy milk | 0.4%–0.7% | 0.1%–0.2% | 0.3%–0.6% | 0.8%–1.5% |
| Coconut milk beverage | 0.7%–1.0% | 0.15%–0.3% | 0.2%–0.4% | 1.05%–1.7% |
| Pea protein beverage | 0.6%–1.0% | 0.2%–0.35% | 0.3%–0.5% | 1.1%–1.85% |
| Rice milk | 0.4%–0.7% | 0.2%–0.3% | 0.4%–0.7% | 1.0%–1.7% |
All percentages expressed as w/w of total formulation.
Oat milk and almond milk require different stabilizer strategies because their native structures are fundamentally different.
Oat milk starts with relatively high native viscosity from beta-glucan, but enzyme treatment during production strips this away. What remains is a low-viscosity liquid with suspended oat fiber particles and residual starch — exactly the conditions that lead to rapid sedimentation.
Recommended stabilizer system for oat milk:
Critical process step: Disperse colloidal MCC in water at 50–60°C under high shear (3,000–5,000 rpm, minimum 8 minutes) before adding the oat base or any other ingredient. Adding sugar, starch, or the oat base before full MCC hydration prevents network formation and significantly reduces stabilizer performance.
Almond milk is one of the hardest plant-based beverages to stabilize. It has very low protein content (0.5%–1.5%), minimal native fat, and almost no natural viscosity. There is little native structure for stabilizers to build upon. Many almond milks are also calcium-fortified with calcium carbonate (CaCO₃) — a dense mineral that settles rapidly without strong structural support.
Recommended stabilizer system for almond milk:
Calcium-fortified almond milk note: CaCO₃ particles are significantly denser than plant protein particles. If your formula includes calcium fortification, prioritize the upper end of the MCC dosage range and ensure homogenization reduces mineral particle size to below 2 µm before filling.
Oat milk is inherently relatively viscous because of beta-glucan derived from the oat base, which provides some natural body. However, beta-glucan behavior varies significantly depending on enzyme treatment during processing. In particular, oat milk producers typically use amylase and beta-glucanase to break down starch and improve flavor, but this process also removes much of the natural viscosity contribution.The result is a beverage that requires external stabilization to restore the body and creaminess that consumers expect.
Recommended approach:
Common problem: Oat milk produced with high-amylase enzyme treatment tends toward very low viscosity. If total stabilizer load exceeds 1.5%, the mouthfeel becomes gummy. Precision dosing and trial-based optimization are essential.
Almond milk typically has low protein content (0.5%–1.5%), low fat, and very low native viscosity. The light, watery character of almond milk makes it one of the most challenging plant-based beverages to stabilize, as there is minimal native structure for stabilizers to build upon.
Recommended approach:
Soy milk contains relatively high protein (3%–5%) and fat (1.5%–3%), giving it the highest native emulsion stability of major plant-based milks. However, soy protein is susceptible to heat-induced aggregation and sedimentation during UHT processing, and soy fat can cream under extended storage.
Recommended approach:
Coconut milk beverages are fat-rich (2%–8%) and prone to dramatic fat creaming and phase separation. The large fat globule size in coconut milk — even after homogenization — requires strong structural support to maintain emulsion stability throughout a 12-month ambient shelf life.
Recommended approach:
Pea protein beverages represent the fastest-growing sub-category of plant-based beverages, driven by high protein content (5%–10%) and a favorable amino acid profile. However, pea protein presents significant formulation challenges: it carries a strong beany off-note, forms large protein aggregates at neutral pH, and is prone to severe sedimentation during UHT processing.
Recommended approach:
Furthermore, all three ingredients in the ACTA plant-based milk stabilizer system — colloidal MCC, sodium CMC, and hydroxypropyl modified starch — hold GRAS (Generally Recognized As Safe) status with the U.S. Food and Drug Administration and full approval from the European Food Safety Authority. In addition, the Codex Alimentarius international food standards framework also recognizes these ingredients. As a result, manufacturers can confidently use this stabilizer system in products intended for global markets.
| Ingredient | FDA Status | EU Code | Codex Alimentarius | HALAL / KOSHER |
|---|---|---|---|---|
| Microcrystalline Cellulose | GRAS | E460(i) | INS 460(i) | Certified |
| Carboxymethyl Cellulose | GRAS | E466 | INS 466 | Certified |
| Hydroxypropyl Starch | GRAS | E1440 | INS 1440 | Certified |
ACTA Biotechnology maintains full regulatory documentation, including Certificates of Analysis (COA), Technical Data Sheets (TDS), Safety Data Sheets (SDS), and additionally multi-market registration support documentation, for all products. Therefore, customers selling into North American, European, and Asian markets simultaneously can use ACTA’s compliance documentation directly for registration submissions.
Qingdao ACTA Biotechnology Co., Ltd. is a dedicated manufacturer of cellulose-based food stabilizers, based in Shandong Province, China. ACTA supplies microcrystalline cellulose, colloidal MCC, carboxymethyl cellulose, and modified starch to beverage manufacturers across more than 40 countries.
Batch-to-batch CMC content variation in ACTA’s colloidal MCC is controlled within ±1%, ensuring that the emulsification synergy between CMC and cellulose microfibrils remains consistent across every delivery. This is a critical specification for industrial formulators who need predictable, reproducible stabilizer performance at scale.
ACTA’s application team provides formulation-level technical support, including recommended stabilizer ratios, dispersion protocols, and pilot trial guidance, for new product development projects in plant-based beverages.
What stabilizer is used in plant-based milk?
The most widely used stabilizers in plant-based milk are microcrystalline cellulose (MCC), carboxymethyl cellulose (CMC), and modified starch. They are typically used in combination — MCC provides structural suspension support, CMC builds viscosity and electrostatic stabilization, and modified starch contributes body and texture.
How do I prevent sedimentation in oat milk?
Sedimentation in oat milk is primarily caused by beta-glucan degradation during enzymatic processing and residual oat protein particles. A combination of colloidal MCC at 0.5%–0.8% and CMC at 0.1%–0.2% is the standard approach. Colloidal MCC must be dispersed under high shear (3,000–5,000 rpm, 50–60°C water) before adding other ingredients.
What is the difference between MCC and colloidal MCC?
Standard MCC powder is a dry, granular form of microcrystalline cellulose primarily used as a pharmaceutical excipient and anti-caking agent. Colloidal MCC (MCC Gel) is a co-processed form where MCC is co-dried with 8–12% sodium CMC, enabling it to re-disperse in water to form a stable three-dimensional gel network. Only colloidal MCC — not standard MCC powder — provides effective suspension stabilization in beverages.
Q: Is CMC safe to use in plant-based milk?
A: Yes. CMC (carboxymethyl cellulose, E466) is approved for use in food by the FDA (GRAS), EFSA, and Codex Alimentarius. It has no ADI (Acceptable Daily Intake) limitation from JECFA, meaning it can be used at the level needed to achieve the desired technical effect. CMC has a long safety history in food applications worldwide.
Typical total stabilizer dosage in plant-based milk ranges from 0.9% to 1.85% of total formulation weight, depending on the protein content, fat level, pH, processing conditions, and target mouthfeel. Refer to the dosage table in this guide for application-specific starting points, and optimize through bench trials.
Colloidal MCC is exceptionally stable under UHT conditions (135–142°C, 4–15 seconds) and maintains its structural integrity through standard thermal processing cycles. CMC is also heat-stable under typical UHT conditions. For modified starch, cross-linked variants (E1412, E1414) offer the strongest UHT stability; hydroxypropyl starch (E1440) is more suitable for pasteurized (HTST) applications.
CMC is a cellulose derivative that builds viscosity and provides electrostatic stabilization. Modified starch gelatinizes upon heating and contributes body and texture through gel formation. In plant-based milk formulations, manufacturers typically use modified starch to improve texture and provide freeze-thaw stability. Meanwhile, they rely on CMC as the primary viscosity modifier and stabilization agent to maintain product consistency and shelf-life performance. They are complementary, not interchangeable.
A: At recommended dosage levels (total stabilizer load below 1.8%), MCC, CMC, and modified starch have no detectable flavor contribution. At excessive dosages, CMC can introduce a slightly slimy mouthfeel and modified starch can contribute a mild starchy taste — reinforcing the importance of dosage optimization.
Oat milk separates because enzyme treatment during production (using amylase and beta-glucanase) degrades the beta-glucan that naturally provides viscosity and suspension. Without this native structure, oat fiber particles — which are denser than water — settle toward the bottom of the container over time. Fat droplets cream upward simultaneously. The separation accelerates at higher storage temperatures and in UHT products that must remain stable for months. The effective solution is adding colloidal MCC at 0.5%–0.8% to re-establish a suspension network, combined with CMC to restore viscosity.
The most effective stabilizers for almond milk are colloidal MCC (microcrystalline cellulose), CMC (carboxymethyl cellulose, also labeled “cellulose gum”), and hydroxypropyl modified starch. Almond milk has very low protein and almost no native viscosity, making it one of the most challenging plant beverages to stabilize. Colloidal MCC at 0.6%–0.9% is the primary suspension agent; medium-to-high viscosity CMC at 0.15%–0.25% builds mouthfeel; modified starch adds body. For calcium-fortified almond milk, the MCC dosage should be at the upper end of this range to suspend the dense calcium carbonate particles.
Stabilizers improve plant milk texture through three mechanisms. First, colloidal MCC forms a weak gel network throughout the beverage, which physically mimics the rich, slightly viscous feel of dairy milk — providing a creamy sensation without adding fat. Second, CMC increases the overall viscosity of the liquid phase, eliminating the “watery” character that consumers reject in poorly formulated products. Third, modified starch adds body and smoothness through hydration and mild gel formation when heated. Together, the combination closes the mouthfeel gap between plant-based and dairy beverages that no single ingredient can achieve on its own.
ACTA Biotechnology supplies food-grade colloidal MCC, CMC, and hydroxypropyl modified starch for plant-based beverage manufacturers worldwide. Our products are available for sample evaluation, with full technical data sheets and regulatory documentation.
Contact us for:
Qingdao ACTA Biotechnology Co., Ltd. Phone: +86-532-85693212 WhatsApp: +86-182-6365-3583 Email: wangpengfei@actabiotechnology.com Address: Qingdao City, Shandong Province, China
References: U.S. Food and Drug Administration — Food Additive Status List European Food Safety Authority (EFSA) — Food Additives Database Codex Alimentarius Commission — General Standard for Food Additives (GSFA) JECFA Monographs — Cellulose, Microcrystalline (INS 460i) and Cellulose Gum (INS 466)