

SMCC Uses are becoming increasingly important in pharmaceutical tablet formulation and direct compression manufacturing. Silicified Microcrystalline Cellulose Uses include improving powder flowability, enhancing compressibility, increasing tablet hardness, reducing lubricant sensitivity, and supporting high-speed tablet production. Silicified microcrystalline cellulose (SMCC) is a co-processed pharmaceutical excipient that combines the binding properties of MCC with the flow-enhancing benefits of colloidal silicon dioxide. In this guide, we explain the most important Silicified Microcrystalline Cellulose Uses, formulation benefits, grade selection, and how SMCC compares with standard MCC.
Co-drying microcrystalline cellulose (MCC) with approximately 2% colloidal silicon dioxide (SiO₂) produces silicified microcrystalline cellulose (SMCC), a co‑processed pharmaceutical excipient.
The result is a single-ingredient powder that combines the compressibility of MCC with the superior flow properties of colloidal silica.
Unlike a simple physical mixture of MCC and SiO₂, spray-drying intimately combines the two components at the particle level to produce SMCC as a co‑processed excipient. As a result, this co-processing creates a uniform distribution of silicon dioxide on the MCC particle surface, delivering consistent performance batch to batch.
SMCC is described in all major pharmacopoeias as a grade of microcrystalline cellulose:
Pharmaceutical manufacturers can use SMCC in regulated drug products with full pharmacopoeial traceability.
Pharmaceutical excipient selection directly impacts manufacturing efficiency, product quality, and cost. In fact, SMCC has become one of the most widely specified direct compression excipients in the industry because it resolves the three most common challenges in tablet manufacturing — poor powder flow, insufficient compressibility, and lubricant sensitivity — simultaneously.
Direct compression (DC) is the simplest and most cost-effective tableting process: blend the API with excipients and compress directly. However, DC only works when the powder blend has adequate flow and compressibility. Most APIs are cohesive or poorly flowing, making DC difficult without a high-performance excipient.
Manufacturers specifically design SMCC as a direct compression excipient. Its enhanced flowability and compressibility allow formulators to use DC even with challenging APIs — eliminating the cost and time of wet granulation or roller compaction.
Modern pharmaceutical tablet lines run at 100,000–500,000 tablets per hour. At these speeds, even minor powder flow irregularities cause tablet weight variation, capping, and machine downtime. As a result, SMCC’s excellent hopper flow and feed frame performance make it the preferred tablet excipient for high-speed rotary tablet presses (e.g., Fette, Korsch, Kilian).
Formulators routinely face APIs that are sticky, poorly compressible, or sensitive to over-lubrication. SMCC addresses all three: the SiO₂ component prevents sticking, the MCC backbone provides plastic deformation for compressibility, and the reduced lubricant sensitivity means magnesium stearate over-mixing is less likely to damage tablet hardness.
Bottom line: SMCC reduces formulation risk, shortens development timelines, and lowers manufacturing costs. For pharmaceutical companies under pressure to accelerate time-to-market, it is one of the most valuable tools in the formulation toolkit.
Powder flow is the single most important physical property in tablet manufacturing. Specifically, poor flow causes weight variation, content non-uniformity, tablet defects, and machine downtime. Consequently, SMCC significantly outperforms standard MCC on all key flow metrics.
The Carr Index measures how much a powder compacts under its own weight, expressed as a percentage:
Carr Index = [(Tapped Density − Bulk Density) / Tapped Density] × 100
| Material | Carr Index (%) | Flow Classification |
| SMCC 90 | < 15 | Excellent |
| Standard MCC 102 | 15–25 | Moderate |
| Standard MCC 101 | 20–30 | Poor to moderate |
SMCC typically achieves a Carr Index below 15%, classifying it as an excellent free-flowing powder — a critical advantage over standard MCC grades.
The Hausner Ratio is the ratio of tapped density to bulk density, providing a direct measure of interparticulate friction and flow tendency:
| Material | Hausner Ratio | Interpretation |
| SMCC 90 | 1.05–1.18 | Excellent flow |
| Standard MCC 101 | 1.20–1.35 | Moderate flow |
| Lactose (spray-dried) | 1.15–1.25 | Fair to good flow |
In production tablet presses, powder feeds from a hopper by gravity. SMCC’s low cohesion (due to the SiO₂ surface coating) prevents arch formation and rat-holing — two failure modes that interrupt powder flow and cause machine stoppages. Moreover, in hopper flow testing, SMCC consistently demonstrates mass flow rather than funnel flow, meaning the entire powder mass moves uniformly rather than channelling through a narrow central core.
The feed frame distributes powder from the hopper into the die cavities of a rotary tablet press. At high speeds (>100,000 tablets/hour), the feed frame residence time is extremely short — typically under 1 second. Standard MCC can demix or bridge in the feed frame at high speeds, causing tablet weight variation. SMCC’s improved flow reduces die fill variation to ≤1–2% RSD, enabling consistent tablet weight and content uniformity on modern high-speed presses.
Compressibility is the ability of a powder to form a coherent tablet under compression force. Importantly, SMCC delivers superior compressibility compared to standard MCC through the same plastic deformation mechanism, but with an enhanced particle matrix created during co-processing.
When we apply compression force, MCC particles undergo plastic (irreversible) deformation — they flatten and interlock, forming a strong tablet matrix. In contrast, this is fundamentally different from brittle excipients (like dicalcium phosphate) that fracture under compression. Plastic deformation produces tablets with high hardness at moderate compression forces and is less sensitive to punch speed variations.
The co-processing of SiO₂ with MCC in SMCC preserves and enhances this plastic deformation behaviour. Furthermore, the SiO₂ component reduces interparticulate friction during compression, allowing more uniform deformation across the tablet bed and producing a more homogeneous matrix.
For instance, independent formulation studies consistently show that tablets manufactured with SMCC achieve 10–20% higher hardness than equivalent tablets made with standard MCC at the same compression force. This means:
Additionally, SMCC reduces the compression force required to achieve target tablet hardness by 10–30% compared to standard MCC.
This translates directly into reduced press wear, lower energy consumption, and extended tooling life — meaningful cost savings in high-volume commercial manufacturing.
Tablet formulators know magnesium stearate (MgSt), the most commonly used tablet lubricant, well for its lubricant sensitivity effect: over-mixing with MgSt reduces tablet hardness, sometimes catastrophically.This happens because MgSt coats the MCC particle surface and interferes with bonding during compression.
SMCC is significantly less sensitive to over-lubrication than standard MCC. The SiO₂ already occupying part of the particle surface reduces the effective area available for MgSt coating, meaning even extended blending times (5–10 minutes) produce only minor hardness reductions. This provides a wider blending window — critical in commercial manufacturing where blending times vary.
The colloidal SiO₂ component of SMCC acts as a glidant at the particle surface, reducing cohesion and interparticulate friction. This produces a powder with Carr Index <15% and Hausner Ratio <1.20 — classified as excellent flow — directly enabling direct compression of APIs that would otherwise require granulation.
Co-processing preserves MCC’s plastic deformation mechanism while the SiO₂ matrix improves binding efficiency. As a result, the outcome is consistently harder tablets at equivalent or lower compression forces. Furthermore, for film-coated tablets that must withstand coating pan tumbling, SMCC provides the hardness margin needed to prevent edge chipping and tablet damage during coating.
Content uniformity — the requirement that each tablet contains the correct API dose within ±7.5% (USP <905>) — depends on homogeneous powder blending and consistent die fill. Consequently, SMCC’s superior flow ensures uniform die fill, and its reduced cohesion prevents API segregation in the blend, resulting in improved content uniformity especially in low-dose formulations (<5% API).
Pharmaceutical blends always contain a lubricant to prevent sticking. SMCC’s reduced response to magnesium stearate over-mixing gives formulators and manufacturers a wider, more forgiving operating window. This reduces the risk of out-of-specification batches caused by blending time variation — a common manufacturing failure mode.
By enabling direct compression (eliminating granulation), reducing compression force requirements, and minimising in-process failures from flow and lubrication issues, SMCC reduces total tablet manufacturing time. For a commercial batch of 1 million tablets, the elimination of granulation alone can save 4–8 hours of processing time — a significant throughput gain.
Its excellent content uniformity ensures even distribution of potent actives.
The decision between SMCC and standard MCC depends on the formulation requirements, manufacturing equipment, and API properties. The comparison below covers the key performance parameters relevant to tablet formulation:
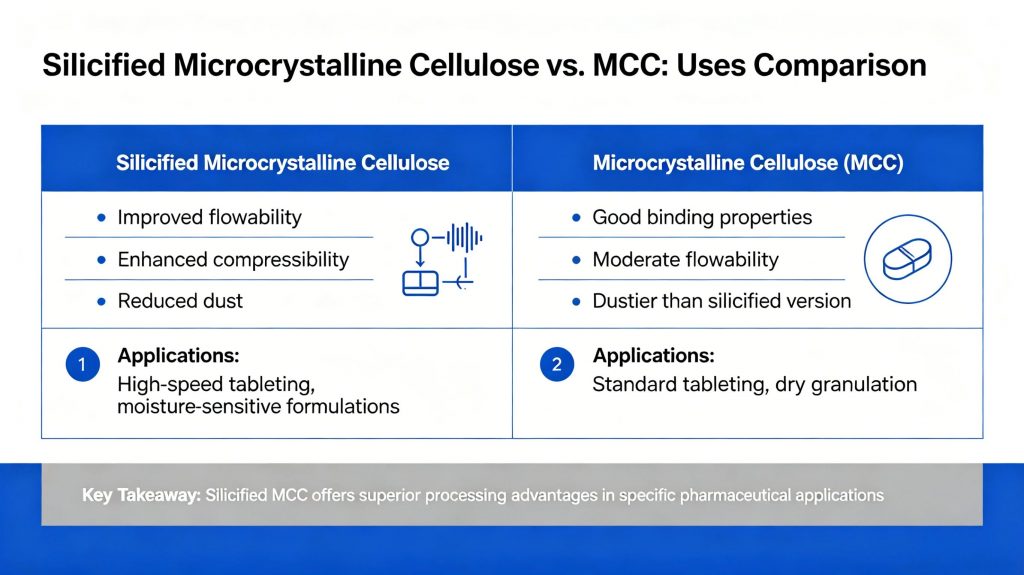
| Property | SMCC | Standard MCC |
| Flowability (Carr Index) | Excellent (< 15%) | Moderate (15–25%) |
| Compressibility | Excellent | Good |
| Tablet Hardness | Higher | Moderate |
| Lubricant Sensitivity | Low | Moderate |
| High-Speed Tableting | Excellent | Good |
| Direct Compression Suitability | Excellent | Good |
| Content Uniformity (low-dose) | Excellent | Good |
| Cost vs Standard MCC | Moderate premium | Lower |
| Regulatory Status | USP / Ph Eur / JP | USP / Ph Eur / JP |
| Co-processed Excipient | Yes (~2% SiO₂) | No |
.Generally, when to choose SMCC: high-speed tableting (>200,000 tabs/hour), difficult-to-compress APIs, low-dose formulations requiring tight content uniformity, direct compression processes, or any formulation where standard MCC flow or hardness is insufficient.
In contrast, when standard MCC is sufficient: low-speed presses, granulated formulations where flow is less critical, cost-sensitive nutraceutical products, or formulations already optimised with standard MCC.
Silicified microcrystalline cellulose (SMCC) is gaining popularity in direct compression formulations for several simple reasons:
These advantages make SMCC a preferred choice for formulators seeking robust, high‑speed direct compression processes without wet granulation.

Silicified MCC is used across a broad range of solid dosage form applications. Its versatility as a pharmaceutical excipient makes it suitable wherever consistent flow, compressibility, and tablet quality are required.
Direct compression (DC) is the preferred tablet manufacturing process when feasible: lower capital cost, shorter process time, no heat or moisture exposure for the API, and simpler validation. Therefore, SMCC is the direct compression excipient of choice when the API is poorly flowing, cohesive, or present at concentrations above 20% w/w.
For example, in a typical direct compression formulation using SMCC, the excipient is blended with the API, disintegrant, and lubricant in a single blending step before compression — a process that can be completed in under 30 minutes for most batch sizes.
Typical SMCC level in DC blends: 30%–80% w/w depending on API loading.
High-speed rotary tablet presses (Fette 3090i, Korsch XL800, GEA MODUL P) produce tablets at up to 500,000 units per hour. At these speeds, powder flow must be flawless: even a 0.5-second feed frame interruption creates a 70-tablet gap in production. SMCC’s superior hopper flow, feed frame behaviour, and die fill consistency make it the preferred excipient for high-speed commercial production lines.
Manufacturers using SMCC in high-speed production typically report reduced tablet weight variation (RSD <1.5%), fewer press stoppages, and reduced tooling wear compared to formulations using standard MCC.
Specifically, formulations containing less than 5% w/w API (e.g., 0.1 mg to 5 mg per tablet) present a significant content uniformity challenge: small particle API must be uniformly distributed throughout a large mass of excipient. SMCC’s flow and anti-segregation properties reduce the risk of API demixing during blending, transfer, and compression — critical for meeting USP <905> Uniformity of Dosage Units requirements.
For potent APIs (requiring doses below 1 mg), SMCC is often combined with pre-blending or ordered mixing strategies to achieve the required uniformity without granulation.
The nutraceutical and dietary supplement industry uses SMCC extensively as a tablet excipient for vitamins, minerals, herbal extracts, and functional ingredients. Nutraceutical formulations often contain high-dose APIs (calcium, vitamin C, herbal extracts), poorly flowing natural powders, and hygroscopic ingredients — conditions where SMCC’s flow and compressibility advantages are most valuable.
SMCC is suitable for nutraceutical use as it is derived from natural cellulose, non-GMO certifiable, vegan, gluten-free, and clean-label compatible. It meets the quality expectations of the premium dietary supplement market.
Orally disintegrating tablets (ODTs) must dissolve in the mouth within 30 seconds (FDA guidance) while maintaining sufficient hardness to survive packaging, transport, and handling. Consequently, this is a challenging combination: high hardness and fast disintegration are normally in conflict. To address this, SMCC contributes to ODT performance by providing compressibility at low compression forces (preserving porous tablet structure for rapid water ingress) and consistent hardness that protects tablet integrity during blister packaging.
In ODT formulations, SMCC is typically combined with superdisintegrants (crospovidone, croscarmellose sodium) and flavourings, with the SMCC providing the structural backbone of the tablet.
Typically, chewable tablets require a texture that is pleasant to chew without excessive hardness or grittiness, and they must not produce an objectionable mouthfeel. To meet these requirements, SMCC provides the compressibility needed to form a cohesive tablet while its fine particle size contributes a smooth mouthfeel. In chewable tablet formulations for paediatric and geriatric patients, SMCC is frequently used alongside sweeteners, flavourings, and polyols (sorbitol, mannitol) to produce palatable, attractive tablets.
SMCC is available in two primary grades, differentiated primarily by particle size. Grade selection should be based on formulation requirements, press type, and API particle size.
SMCC 50 has a nominal particle size of 50 µm (D50). Key characteristics:
This product has a nominal particle size of 90 µm (D50). Key characteristics:
SMCC 90 is the most widely used grade in commercial pharmaceutical tablet manufacturing.
| Criterion | Recommended Grade |
| High-speed tableting (>200k tabs/hr) | SMCC 90 |
| Low-dose API (<5% w/w) | SMCC 50 |
| ODT formulation | SMCC 50 or 90 |
| Chewable tablet | SMCC 50 (smoother mouthfeel) |
| Nutraceutical tablet | SMCC 90 |
| Maximum tablet hardness required | SMCC 90 |
| API particle size < 30 µm | SMCC 50 |
Using SMCC correctly in a direct compression formulation requires attention to four key process steps: dosage selection, blending procedure, lubrication, and compression. Each step affects final tablet quality.
The SMCC level in the formulation depends primarily on API loading:
| API Level (% w/w) | Typical SMCC Level (% w/w) | Notes |
| < 20% | 60%–80% | SMCC dominates the blend — maximises flow and hardness |
| 20%–50% | 40%–60% | Balance of API and SMCC — standard DC range |
| 50%–70% | 20%–40% | High API loading — SMCC provides essential flow support |
| > 70% | 10%–20% | Very high API loading — consider SMCC + additional glidant |
At very high API loadings (>70%), supplementary colloidal SiO₂ (0.1%–0.5%) or talc may be added as an additional glidant to maintain adequate flow.
SMCC blends efficiently in standard pharmaceutical blenders (V-blender, bin blender, tote blender). Recommended blending procedure:
Magnesium stearate (MgSt) at 0.25%–1.0% is the standard lubricant for SMCC-based formulations. Key guidance:
Note: SMCC’s lower lubricant sensitivity means you have more blending time headroom than with standard MCC — but always validate the minimum lubrication time in your specific formulation.
SMCC compresses well on all standard rotary tablet presses. Key compression parameters:
If ejection force is high, verify magnesium stearate level and blending time before increasing lubrication — over-lubrication reduces hardness unnecessarily.
SMCC is fully compliant with international pharmaceutical regulations and pharmacopoeial standards, enabling its use in regulated drug products and dietary supplements worldwide.
SMCC is recognised in the United States Pharmacopeia (USP) and National Formulary (NF) as a functional grade of microcrystalline cellulose. Pharmaceutical manufacturers using SMCC in FDA-regulated drug products must use a USP-grade material with full certificate of analysis (CoA) and comply with the monograph specifications for MCC (moisture, particle size, pH, loss on drying).
In the European Union, SMCC is accepted as a pharmaceutical excipient under the Ph Eur framework. EMA-regulated marketing authorisation applications (MAAs) using SMCC must include excipient qualification data and reference the relevant Ph Eur monograph. CEP (Certificate of Suitability) documentation is recommended for EU submissions.
Pharmaceutical-grade SMCC must be manufactured under cGMP (current Good Manufacturing Practice) conditions as defined by FDA 21 CFR Parts 210/211 and EU GMP Guidelines. This includes full traceability of raw materials (MCC and SiO₂ sources), in-process quality controls, and release testing against pharmacopoeial specifications. Manufacturers should request a Drug Master File (DMF) reference number from the SMCC supplier for inclusion in regulatory submissions.
At Acta Biotechnology, we manufacture pharmaceutical-grade silicified microcrystalline cellulose to the exacting quality standards required by global pharmaceutical and nutraceutical customers.
Our SMCC is produced using a validated co-processing spray-drying process with in-line particle size and moisture monitoring. Furthermore, each batch is released against full pharmacopoeial specification (USP/Ph Eur) with CoA, including particle size distribution (D10, D50, D90), bulk and tapped density, moisture content, pH, and microbiological limits.
Our technical team includes experienced pharmaceutical formulation scientists who can support you from early formulation screening through to commercial scale-up. We provide:
Every shipment of SMCC from Acta Biotechnology is accompanied by a complete regulatory documentation package:
We supply SMCC in quantities from laboratory samples (100 g–1 kg) through to commercial quantities (25 kg bags, bulk containers). Standard lead times are 2–4 weeks for commercial orders. We ship to Europe, North America, Asia, and the Middle East with full export documentation.
Request a sample or technical consultation: Contact our technical sales team at actabiotechnology.com or reach us directly at the contact details below. Sample quantities are available for evaluation at no charge.
Silicified microcrystalline cellulose (SMCC) is primarily used as a direct compression excipient in pharmaceutical tablet manufacturing. Specifically, its main functions are to improve powder flowability, enhance compressibility, increase tablet hardness, and reduce lubricant sensitivity. Moreover, it is also used in nutraceutical and dietary supplement tablets, orally disintegrating tablets (ODTs), chewable tablets, and any solid dosage form where consistent powder flow and tablet quality are critical.
The key difference is composition and performance. Standard MCC is pure microcrystalline cellulose. In contrast, SMCC contains approximately 2% colloidal silicon dioxide (SiO₂) co-processed with MCC — meaning the SiO₂ is uniformly distributed on the MCC particle surface during manufacture. As a result, this co-processing gives SMCC significantly better powder flowability (Carr Index <15% vs 15–25% for standard MCC), higher tablet hardness at equivalent compression force, and reduced sensitivity to over-lubrication with magnesium stearate. Importantly, SMCC is a single co-processed excipient — not a physical mixture of MCC and SiO₂.
For high-speed tableting and challenging formulations, SMCC generally outperforms standard MCC. It provides better powder flow (critical for high-speed rotary presses), higher tablet hardness, improved content uniformity in low-dose formulations, and a wider lubrication window. However, for low-speed presses, wet granulation processes, or cost-sensitive nutraceutical products, standard MCC may be entirely adequate and more economical. The choice between SMCC and MCC should be based on your specific formulation requirements, manufacturing equipment, and quality targets.
Yes — direct compression is the primary application of SMCC. Therefore, manufacturers specifically design it to enable and optimise the direct compression process by providing the flow and compressibility that most APIs lack on their own. In a typical direct compression formulation, formulators blend SMCC with the API, disintegrant, and lubricant in a single step and then compress directly without granulation. Consequently, this simplifies manufacturing, reduces processing time, and eliminates the cost of granulation equipment and validation.
The five primary benefits of silicified MCC in tablet formulation are:
These silicified microcrystalline cellulose uses continue to expand as pharmaceutical manufacturers seek better direct compression performance. Furthermore, silicified microcrystalline cellulose uses are increasingly adopted in nutraceutical tablets, ODTs, and high-speed manufacturing processes. As a result, silicified microcrystalline cellulose uses have become a standard solution for improving flowability, compressibility, and tablet quality.
Ready to evaluate SMCC for your formulation? Contact Acta Biotechnology for samples, technical data sheets, and formulation support.
Learn more about selecting a pharmaceutical excipient for direct compression systems.