

CMC prevents cocoa sedimentation by increasing liquid viscosity, stabilizing milk proteins, and improving suspension stability. Most chocolate milk formulations use 0.15–0.50% CMC to maintain a smooth texture and extend shelf life.
Chocolate milk consistently ranks among the best-selling flavored dairy beverages worldwide — and for good reason. Consumers love the rich, indulgent taste. But behind every bottle of smooth, velvety chocolate milk lies a persistent technical challenge that manufacturers must solve before the product ever reaches the shelf: cocoa sedimentation.
When cocoa particles settle at the bottom of a container, the product immediately loses its visual appeal. Consumers shake the bottle, notice a gritty residue, and — in many cases — decide not to buy that brand again. In fact, sedimentation in chocolate milk is one of the top reasons for consumer complaints in the flavored dairy beverage category.
So what can manufacturers do? The answer lies in choosing the right stabilizer — and carboxymethyl cellulose, widely known as CMC or cellulose gum (E466), has proven to be one of the most effective, cost-efficient, and versatile solutions available. In this comprehensive guide, we break down exactly how CMC works in chocolate milk, why it outperforms many competing stabilizers, and how to select the right CMC grade and supplier for your production needs.

Carboxymethyl Cellulose — abbreviated as CMC and officially listed as food additive E466 — is a water-soluble cellulose derivative that manufacturers produce by chemically modifying natural cellulose fibers. Because cellulose is derived from plant cell walls, food-grade CMC is considered a natural-origin ingredient, which resonates well with today’s label-conscious consumers.
CMC dissolves readily in both hot and cold water, forming a viscous, stable hydrocolloid network. This network gives manufacturers a powerful tool to control texture, prevent separation, and improve overall product consistency. As a result, the food and beverage industry widely uses CMC across numerous applications, including:
In dairy applications specifically, CMC stands out because it demonstrates excellent compatibility with milk proteins, interacts well with cocoa solids, and maintains its functional properties across a broad temperature range — making it particularly valuable for both fresh and UHT-processed chocolate milk products.
To understand how CMC solves the sedimentation problem, it helps to first understand why sedimentation occurs in the first place.
Chocolate milk contains suspended cocoa powder particles that are, by nature, insoluble in water. Even after thorough homogenization — the high-pressure mechanical process that reduces particle size — these cocoa solids remain heavier than the liquid phase surrounding them. Over time, gravity inevitably wins, and the particles begin to migrate downward.
This process accelerates under several specific conditions that manufacturers regularly encounter:
The result is a visible, gritty sediment layer at the bottom of the container — precisely the outcome that damages brand reputation and drives consumers away. Because sedimentation is driven by fundamental physics, no amount of consumer communication can substitute for proper formulation. Manufacturers must build stability directly into the product.
CMC does not rely on a single mechanism to maintain suspension stability. Instead, it works through multiple complementary pathways that together create a robust, long-lasting stabilization system.
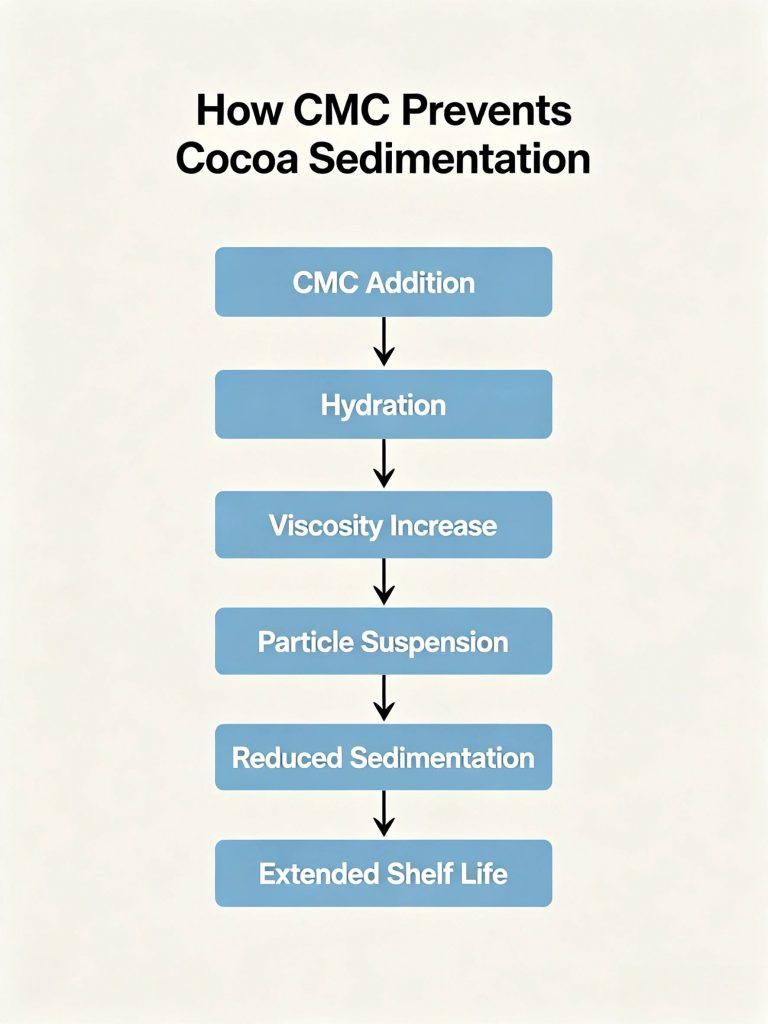
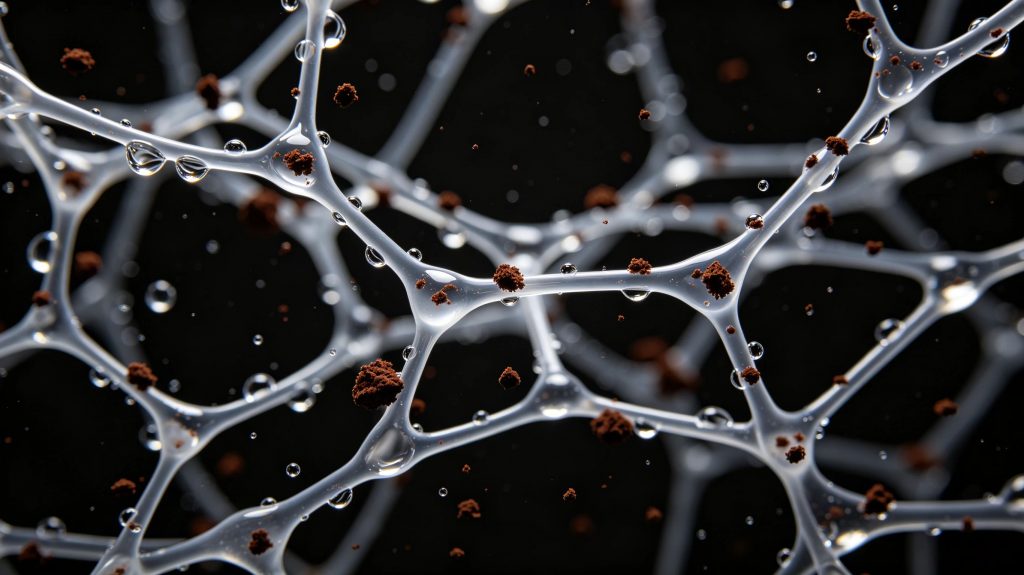
When CMC hydrates in the water phase of chocolate milk, it forms a dense polymer network that dramatically increases the viscosity of the continuous liquid phase. This thickened environment slows down every particle in the system — including cocoa solids — by increasing the resistance they encounter as they attempt to move through the liquid.
Manufacturers can precisely control the degree of viscosity increase by adjusting the CMC grade and concentration. This flexibility allows formulators to achieve the specific mouthfeel and flow characteristics their product requires while simultaneously maintaining excellent cocoa suspension.
Stokes’ Law — a fundamental equation in fluid dynamics — states that the settling velocity of a particle is directly proportional to the square of its radius and inversely proportional to the viscosity of the surrounding fluid. In practical terms, this means that doubling the viscosity of the liquid phase approximately halves the speed at which cocoa particles settle.
By significantly increasing continuous phase viscosity, CMC therefore dramatically reduces sedimentation rates. Even particles that eventually do begin to settle do so so slowly that the product maintains its uniform appearance throughout its intended shelf life. This is why even relatively small additions of CMC — often just 0.15 to 0.30% by weight — can transform an unstable, separating product into a shelf-stable, visually appealing beverage.
Beyond suspension stability, CMC contributes meaningfully to the sensory quality of chocolate milk. Consumers consistently prefer chocolate milk with a smooth, creamy, full-bodied mouthfeel. CMC delivers exactly this experience by creating a structured but not heavy texture that coats the mouth gently and releases flavor progressively.
This mouthfeel benefit is particularly important in two fast-growing product categories: low-fat chocolate milk and reduced-sugar chocolate milk. In these products, reducing fat and sugar often makes the beverage feel thin and watery — a major consumer complaint. CMC restores the expected body and creaminess without adding calories, making it an essential ingredient for better-for-you dairy beverage formulations.
Milk proteins — particularly casein — are sensitive to pH changes, processing temperatures, and the presence of various ingredients. Instability in the protein fraction can lead to phase separation, protein aggregation, and an undesirable gritty or chalky texture.
CMC helps maintain protein stability by forming a protective interaction with dairy proteins. This protective effect reduces the risk of protein aggregation during both processing and storage, contributing to a cleaner, smoother final product. In UHT chocolate milk especially — where the product undergoes intense heat treatment — this protein-stabilizing function is critically important.
Manufacturers who switch to CMC-based stabilization systems consistently report improvements across multiple performance dimensions. Here is a structured overview of the most significant benefits:
| Benefit | What It Means for Your Product |
| Excellent suspension stability | Cocoa particles remain evenly distributed from first pour to last sip |
| Extended shelf life | Stable suspension maintains visual quality during long distribution and storage periods |
| Improved mouthfeel | Smooth, creamy texture increases consumer satisfaction and repeat purchase rates |
| Cost-effective formulation | Strong performance at low addition levels (0.15–0.50%) keeps ingredient costs manageable |
| Versatile processing compatibility | Disperses easily and performs well across standard dairy production processes |
| Low-fat and reduced-sugar compatibility | Restores body and creaminess in light formulations without adding calories |
| UHT processing stability | Maintains function and mouthfeel through high-temperature short-time (HTST) and UHT treatments |
One of the most common questions manufacturers ask is: how much CMC do I actually need? The answer depends on several product-specific variables, but industry experience and published formulation guidelines provide a reliable starting framework.
| Application | Recommended CMC Level (% w/w) |
| Standard Chocolate Milk | 0.15 – 0.30% |
| High Cocoa Content Drinks | 0.25 – 0.50% |
| Low-Fat Chocolate Milk | 0.20 – 0.40% |
| UHT Chocolate Milk | 0.20 – 0.45% |
| High-Protein Nutritional Drinks | 0.25 – 0.45% |
Several factors determine where within these ranges a specific formulation should sit:
| CMC Level | Sediment Height After 30 Days | Viscosity (mPa·s) | Visual Stability |
|---|---|---|---|
| 0% | 18–25 mm | 25–35 | Poor |
| 0.15% | 8–12 mm | 60–80 | Moderate |
| 0.30% | 2–5 mm | 120–180 | Excellent |
| 0.50% | 0–2 mm | 250–400 | Very High |
Typical industry trial data show that increasing CMC concentration significantly reduces cocoa sedimentation while improving suspension stability and shelf-life performance.
Not all CMC grades deliver the same performance in chocolate milk applications. The functional properties of CMC depend on two key chemical parameters: viscosity grade and degree of substitution (DS). Understanding these parameters helps manufacturers select the most appropriate product for their specific formulation.
CMC is commercially available in low, medium, and high viscosity grades, classified based on the viscosity of a standard 1% or 2% aqueous solution. For chocolate milk applications, medium-viscosity CMC grades typically provide the best balance between:
High-viscosity grades may provide superior suspension but can produce a texture that consumers find too thick or gel-like. Low-viscosity grades may not generate enough continuous phase viscosity to maintain cocoa suspension throughout the product’s intended shelf life.
The degree of substitution describes how many hydroxyl groups on the cellulose backbone have been carboxymethylated. A higher DS generally means better water solubility and more consistent performance across different pH levels and ion concentrations — both important considerations in milk systems, which naturally contain calcium ions and proteins.
For dairy beverage applications, food-grade CMC with a DS between 0.65 and 0.90 typically delivers the most reliable and consistent results.
Food-grade CMC purity directly affects flavor, microbial risk, and regulatory compliance. Manufacturers should always source CMC that meets the purity requirements of the relevant regulatory frameworks for their target markets — including FDA 21 CFR, EU Regulation (EC) No 1333/2008 on food additives, and applicable national food safety standards.
Food-grade CMC (E466) is approved for use in dairy beverages by major food safety authorities worldwide.
According to the U.S. Food and Drug Administration (FDA), carboxymethyl cellulose is permitted for use in food applications under established regulations.
In the European Union, CMC is authorized as food additive E466 and evaluated by the European Food Safety Authority (EFSA).
CMC is also recognized by Codex Alimentarius for use in a wide range of food systems, including dairy-based beverages.
Selecting the right CMC grade is only half the equation. The other half is choosing a supplier who can consistently deliver that grade at the quality, purity, and reliability your production demands. In practice, supplier quality has a direct and measurable impact on finished product performance — batch-to-batch viscosity variation, purity inconsistencies, and unreliable lead times all translate into formulation headaches, production downtime, and ultimately customer complaints.
When evaluating food-grade CMC suppliers for chocolate milk and dairy beverage applications, manufacturers should assess five key criteria:
Viscosity, degree of substitution, and purity must remain stable from one production batch to the next. A supplier who cannot guarantee consistent specifications forces your QC team to re-optimize the formulation with every delivery — a costly and time-consuming problem at commercial scale.
Your supplier should provide full documentation confirming compliance with FDA, EU, and applicable national food additive regulations. Look for suppliers with certified HACCP systems, ISO 22000 or equivalent food safety management certifications, and complete Certificates of Analysis (COA) for every batch. This documentation is non-negotiable for audit readiness and export markets.
The best CMC suppliers function as formulation partners, not just ingredient vendors. They bring hands-on experience with dairy beverage applications, can recommend the most suitable CMC grade for your specific product type and processing conditions, and provide application testing support when you need to troubleshoot suspension stability or texture issues. If a supplier cannot answer technical questions about chocolate milk formulation, that is a significant red flag.
Ingredient supply disruptions cause production stoppages that are expensive and difficult to recover from. Evaluate whether your supplier has adequate manufacturing capacity, stable raw material sourcing, and a demonstrated track record of on-time delivery — particularly if you operate in markets that depend on international supply chains.
A confident supplier will make samples readily available and actively support your pilot trial process. This commitment signals that they stand behind their product’s performance. Suppliers who hesitate to provide samples, or who cannot offer technical guidance during your evaluation phase, are unlikely to be reliable long-term partners.
Looking for a food-grade CMC supplier with proven dairy beverage expertise? Contact our technical team to request samples, discuss your formulation requirements, and receive application-specific guidance for your chocolate milk or flavored dairy products.
CMC is rarely the only stabilizer option available to chocolate milk manufacturers. Understanding how it compares with alternatives helps formulators make informed decisions — and explains why many manufacturers choose to combine CMC with other hydrocolloids.
Carrageenan, particularly kappa-carrageenan, interacts strongly with milk proteins to form a weak gel network. This gel network provides excellent protein stabilization and helps prevent cream separation, but it does not primarily function as a cocoa suspension agent.
CMC, by contrast, primarily works by increasing continuous phase viscosity and directly supporting cocoa suspension. Because these two mechanisms are complementary, many successful chocolate milk formulations combine CMC (for cocoa suspension) with carrageenan (for protein stability), achieving performance that neither ingredient can deliver alone.
Xanthan gum produces a pseudoplastic (shear-thinning) rheology — it appears viscous at rest but flows easily when shaken or poured. This property can be useful for suspension but often produces a texture that consumers describe as slimy or stringy, particularly when used at levels high enough to maintain cocoa suspension throughout long shelf life periods.
CMC, on the other hand, produces a cleaner, smoother mouthfeel that better aligns with consumer expectations for chocolate milk. In sensory evaluation studies, panels consistently prefer the texture delivered by CMC-based systems over xanthan gum systems at equivalent suspension performance levels.
Guar gum provides efficient thickening at relatively low concentrations but delivers comparatively weaker suspension performance for cocoa particles. It also shows less stability in acidic conditions and at high processing temperatures, making it less suitable for UHT chocolate milk applications.
For manufacturers who require robust, shelf-stable cocoa suspension — particularly in UHT or extended shelf-life products — CMC consistently outperforms guar gum as the primary stabilizer.
| Criterion | CMC | Carrageenan | Xanthan Gum |
| Cocoa Suspension | Excellent | Moderate | Good |
| Protein Stability | Good | Excellent | Moderate |
| Mouthfeel | Clean & smooth | Creamy | Can be slimy |
| UHT Stability | Excellent | Good | Moderate |
| Cost Efficiency | High | Moderate | Moderate |
| Typical Usage Level | 0.15–0.50% | 0.01–0.03% | 0.05–0.15% |
The following framework provides a practical starting point for chocolate milk formulation with CMC. Manufacturers should treat these as guidelines rather than fixed recipes, as optimal formulations always require product-specific optimization.
| Ingredient | Percentage (% w/w) |
| Full-fat or standardized milk | 88 – 92% |
| Sugar or sweetener blend | 5 – 8% |
| Cocoa powder (10–12% fat) | 1 – 2% |
| CMC (medium viscosity, food-grade) | 0.20 – 0.35% |
| Natural vanilla flavor | 0.05 – 0.20% |
| Carrageenan (optional, for protein stability) | 0.01 – 0.02% |
Proper CMC dispersion is critical for achieving full hydration and consistent functional performance. Manufacturers should follow these processing best practices:
✅ Free samples
✅ Technical support
✅ Formulation guidance
✅ Fast shipment
✅ Custom viscosity grades
📩 Request Sample
📩 Contact Technical Team
💰 Get CMC Price Today
Even experienced manufacturers encounter formulation challenges. Here are the most common problems that arise when using CMC in chocolate milk — along with practical, evidence-based solutions:
Cause: Insufficient CMC dosage is the most common cause. However, inadequate homogenization, poor CMC dispersion, or cocoa powder with an unusually large average particle size can also contribute.
Solution: First, verify that CMC is fully hydrated by checking for lumps or undispersed particles. If the CMC solution appears uniform, increase the CMC dosage by 0.05% increments while monitoring viscosity. Simultaneously, review homogenization conditions and, if possible, source cocoa powder with a smaller average particle size (target D50 below 10 microns).
Cause: Excess CMC concentration or use of an excessively high-viscosity CMC grade.
Solution: Reduce CMC dosage in 0.05% decrements while monitoring suspension stability. Alternatively, switch to a lower-viscosity CMC grade and compensate with a slightly higher usage level if needed. Consider conducting consumer sensory testing to confirm that reduced viscosity remains within acceptable mouthfeel parameters.
Cause: CMC powder contacting water before adequate dispersion, leading to the outer surface of powder agglomerates hydrating and forming a gel skin that prevents full hydration of the interior.
Solution: Always pre-blend CMC with a dry ingredient — typically sugar — before hydration. The dry blending process separates individual CMC particles and prevents clumping when water is added. Some manufacturers also find that adding CMC to water at 40–60°C with high-shear mixing reduces fish eye formation.
Cause: Milk proteins — particularly in high-protein formulations or products with adjusted pH — may become unstable and aggregate.
Solution: Combine CMC with a small amount of carrageenan (0.01–0.02%) to provide both cocoa suspension and protein stabilization. Review pH, calcium content, and processing temperatures, as these factors directly influence protein stability in milk systems.
The quality, consistency, and technical performance of CMC can vary significantly between suppliers. Manufacturers who carefully evaluate potential CMC partners consistently achieve better formulation outcomes and fewer production problems. Here are the five most important criteria to consider:
Chocolate milk manufacturers need more than a stabilizer supplier. They need a reliable technical partner that can deliver consistent quality, regulatory compliance, and formulation support.
ACTA Biotechnology supplies food-grade CMC to dairy manufacturers worldwide and supports applications ranging from chocolate milk and flavored milk to yogurt drinks and plant-based beverages.
Why manufacturers choose ACTA CMC:
HACCP and ISO 22000 certified production
Halal and Kosher compliant grades available
Consistent viscosity and degree of substitution
Excellent suspension stability in dairy systems
Technical support for formulation optimization
Free samples for laboratory evaluation
Flexible supply from pilot scale to bulk production
Fast international shipment and export support
With extensive experience in dairy beverage stabilization, ACTA helps manufacturers reduce cocoa sedimentation, improve shelf life, and optimize product texture while maintaining cost efficiency.
Contact our technical team for samples, application guidance, and customized CMC recommendations for your chocolate milk formulation
CMC primarily prevents cocoa particle sedimentation by increasing the viscosity of the continuous water phase, which slows particle settling according to Stokes’ Law. It also improves mouthfeel, supports milk protein stability, and helps extend the product’s visual shelf life.
Yes. Food-grade CMC (E466 / Cellulose Gum) is approved for use in dairy beverages by major regulatory authorities worldwide, including the US FDA (21 CFR), the European Food Safety Authority (EFSA), and Codex Alimentarius. It has a long track record of safe use in the food and beverage industry.
Most chocolate milk formulations use between 0.15% and 0.50% CMC by weight, depending on cocoa concentration, fat content, target viscosity, and shelf life requirements. Always start at the lower end of the range and optimize through pilot trials.
Not in most formulations. CMC and carrageenan perform complementary functions — CMC primarily suspends cocoa particles while carrageenan primarily stabilizes milk proteins. Many manufacturers achieve the best results by combining both ingredients in a balanced stabilizer system.
When used at recommended levels, high-purity food-grade CMC does not impart any detectable flavor to the finished product. Lower-purity CMC grades may contain impurities that can affect flavor, which is another important reason to source from a reputable, food-grade supplier.
Yes. High-quality food-grade CMC demonstrates good stability under UHT processing conditions (typically 135–140°C for 2–4 seconds). Manufacturers using UHT processing should select a CMC grade specifically validated for UHT applications and may need to use slightly higher dosage levels compared with pasteurized products.
The typical dosage range for CMC in chocolate milk is 0.15–0.50% by weight. Standard chocolate milk usually works well at 0.15–0.30%, while high-cocoa or low-fat variants may require 0.25–0.50% to achieve the same suspension stability. Always start at the lower end and adjust through pilot trials, since adding too much CMC can make the beverage feel overly thick.
CMC dramatically reduces cocoa sedimentation and keeps particles suspended throughout a product’s intended shelf life, but it does not eliminate sedimentation entirely under all conditions. At the correct dosage and combined with proper homogenization, CMC is highly effective at maintaining visual uniformity from first pour to last. Very minor settling over extended periods is normal and does not indicate a formulation failure.
CMC and carrageenan serve different primary functions, so comparing them directly is not straightforward. CMC excels at suspending cocoa particles by increasing continuous phase viscosity, while carrageenan mainly stabilizes milk proteins through direct protein interaction. For cocoa suspension specifically, CMC performs better. However, the best chocolate milk formulations often combine both ingredients — CMC for suspension and carrageenan for protein stability — rather than choosing one over the other.
Medium-viscosity food-grade CMC is generally the best choice for chocolate milk. It provides enough continuous phase viscosity to maintain cocoa suspension effectively while still delivering a clean, smooth drinking texture that consumers expect. High-viscosity grades can make the beverage feel too thick or gel-like, while low-viscosity grades may not generate sufficient suspension stability across the product’s shelf life.
No — food-grade CMC is flavorless and odorless at recommended usage levels. It does not mask, alter, or compete with the chocolate or dairy flavors in the finished beverage. In fact, by improving mouthfeel and texture, CMC can actually enhance the overall sensory experience and make flavors feel richer and more satisfying to the consumer.
Yes, CMC (E466 / Cellulose Gum) is recognized as safe for use in dairy beverages by all major food regulatory authorities, including the US FDA, the European Food Safety Authority (EFSA), and Codex Alimentarius. It has been used in dairy and food applications for decades with a well-established safety profile. As with any food ingredient, manufacturers should always source from certified food-grade suppliers and use within approved usage levels.
CMC is widely regarded as one of the best stabilizers for chocolate milk because it directly addresses cocoa sedimentation while also improving mouthfeel and shelf stability. Many manufacturers combine CMC with a small amount of carrageenan to cover both cocoa suspension and milk protein stability simultaneously, which gives the most complete and robust result.
Cocoa powder particles are insoluble and denser than the surrounding liquid, so gravity pulls them downward over time. Low liquid viscosity, larger particle size, and long storage periods all accelerate this settling. Without a stabilizer to increase viscosity and slow particle movement, sedimentation is essentially unavoidable in chocolate milk.
Yes, CMC can replace xanthan gum in most chocolate milk formulations — and in many cases it actually performs better. CMC delivers a cleaner, smoother mouthfeel compared to xanthan, which can produce a slimy or stringy texture at higher usage levels. If you are currently using xanthan gum and experiencing texture complaints, switching to CMC is worth trialing.
CMC is particularly well suited for low-fat chocolate milk. Reducing fat content typically makes a beverage feel thin and watery, which consumers find unsatisfying. CMC restores the body and creaminess that fat would otherwise provide, without adding any calories. For this reason, low-fat and reduced-sugar chocolate milk formulations often use slightly higher CMC levels — typically 0.20–0.40% — compared with full-fat variants.
Yes. CMC performs effectively in plant-based chocolate drinks such as oat milk, almond milk, and soy milk chocolate beverages. Because CMC works by increasing the viscosity of the water phase rather than interacting specifically with dairy proteins, it transfers well to non-dairy systems. It helps suspend cocoa particles and improves mouthfeel in plant-based drinks just as it does in traditional dairy chocolate milk.
✅ Free samples
✅ Technical support
✅ Formulation guidance
✅ Fast shipment
✅ Custom viscosity grades
📩 Request Sample
📩 Contact Technical Team
💰 Get CMC Price Today
Across decades of use in commercial chocolate milk production, CMC has consistently demonstrated its value as a reliable, versatile, and cost-effective stabilizer. By increasing continuous phase viscosity, slowing cocoa particle sedimentation, improving mouthfeel, and supporting protein stability, CMC addresses the full spectrum of formulation challenges that chocolate milk manufacturers face.
Whether you produce standard pasteurized chocolate milk, long-life UHT beverages, or better-for-you low-fat and reduced-sugar variants, CMC — selected at the right grade and dosage level — gives your formulation team the tools it needs to deliver a product that looks great, tastes great, and stays stable throughout its intended shelf life.
The key to success, however, lies not just in choosing CMC as your stabilizer, but in selecting the right CMC grade, optimizing your dosage through rigorous pilot trials, following proper dispersion and processing protocols, and partnering with a supplier who can deliver consistent quality along with meaningful technical support.
As consumer demand for high-quality, shelf-stable flavored dairy beverages continues to grow — and as retailers and distributors raise the bar on visual quality standards — the manufacturers who invest in properly formulated CMC-based stabilization systems will be the ones who build lasting competitive advantage in this exciting and demanding category.