

Conclusion
Why Is CMC Used in Ice Cream?
Common CMC in Ice Cream Problems and Solutions
CMC in Ice Cream Dosage Guide
How to Use CMC in Ice Cream Manufacturing
CMC vs Other Ice Cream Stabilizers
Choosing the Best CMC Stabilizer System
CMC Food Safety and Regulations
How to Choose a Reliable CMC Supplier
Real CMC in Ice Cream Case Studies
Frequently Asked Questions About CMC in Ice Cream
CMC in ice cream plays a critical role in determining texture, melting resistance, ice crystal control, and overall product quality. In fact, even two ice cream formulations with nearly identical recipes can deliver completely different consumer experiences simply because of differences in their stabilizer systems.
For example, one product remains smooth and creamy after months of frozen storage, while another quickly develops large ice crystals, melts rapidly, and loses its premium mouthfeel. In most cases, these quality differences are caused not by fat content or flavoring but by how effectively the formulation controls water migration, air-cell stability, and ice recrystallization.
Because ice cream is a complex multiphase system containing ice crystals, fat globules, proteins, sugars, water, and air bubbles, even small formulation changes can significantly affect texture and shelf life. Therefore, manufacturers rely on multifunctional hydrocolloids rather than simple thickeners to achieve consistent product quality throughout processing and frozen storage.
Among these stabilizers, sodium carboxymethyl cellulose (CMC, E466) has become one of the world’s most widely used ingredients for commercial ice cream production. Specifically, it binds free water, reduces ice crystal growth, improves overrun stability, enhances melting resistance, and helps maintain a smooth, creamy texture throughout frozen storage. As a result, manufacturers can improve both product quality and shelf-life stability without significantly changing the overall formulation.
Moreover, industry experience shows that properly optimized CMC systems can significantly improve freeze–thaw stability, reduce moisture migration, and extend product quality during transportation and long-term storage. When combined with complementary stabilizers such as guar gum, locust bean gum (LBG), or carrageenan, CMC becomes one of the core components of modern premium ice cream formulations. Consequently, it is widely used by dairy manufacturers and frozen dessert producers seeking better texture, improved process stability, and consistent product performance.
Whether you are a food technologist, R&D engineer, purchasing manager, or frozen dessert manufacturer, this guide will not only provide practical formulation knowledge but also offer valuable supplier selection advice. As a result, you can develop smoother, more stable, and commercially successful ice cream products with greater confidence.
| Question | Quick Answer |
|---|---|
| What is CMC? | A food-grade cellulose stabilizer (E466). |
| Why is CMC used in ice cream? | To bind water, reduce ice crystal growth, improve melting resistance, and stabilize texture. |
| Typical dosage | 0.15–0.40% of the mix. |
| Best applications | Premium ice cream, low-fat ice cream, frozen yogurt, gelato, vegan ice cream, and high-protein frozen desserts. |
| Common combinations | Guar gum, locust bean gum, carrageenan, xanthan gum. |
Ice cream must survive pasteurization, homogenization, aging, freezing, hardening, transportation, and months of frozen storage without losing its texture. However, every stage of this process presents potential challenges that can affect the final product quality. Because so many variables can destabilize the mix along the way, manufacturers rely on multifunctional stabilizers that address multiple mechanisms simultaneously rather than a single function. Among these stabilizers, CMC meets this need through six complementary actions that work together throughout the product’s entire life cycle. As a result, it helps maintain consistent texture, melting resistance, and storage stability under commercial production conditions. Moreover, understanding each of these mechanisms enables formulators to identify the root causes of quality problems more efficiently instead of relying on trial-and-error dosage adjustments.
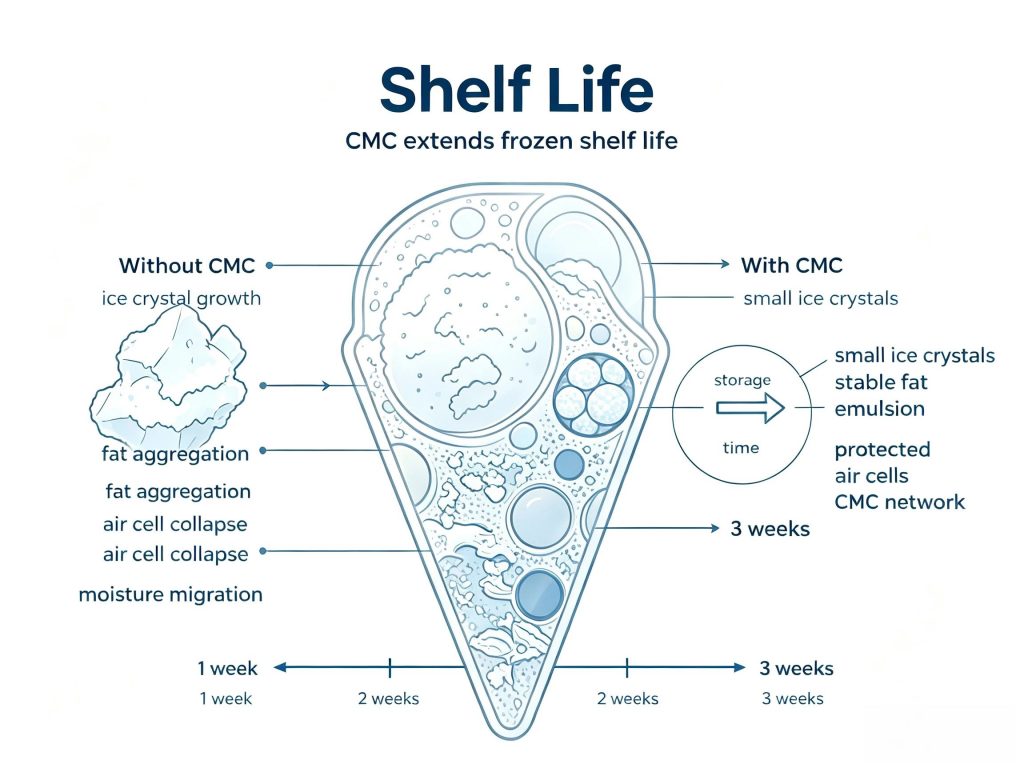
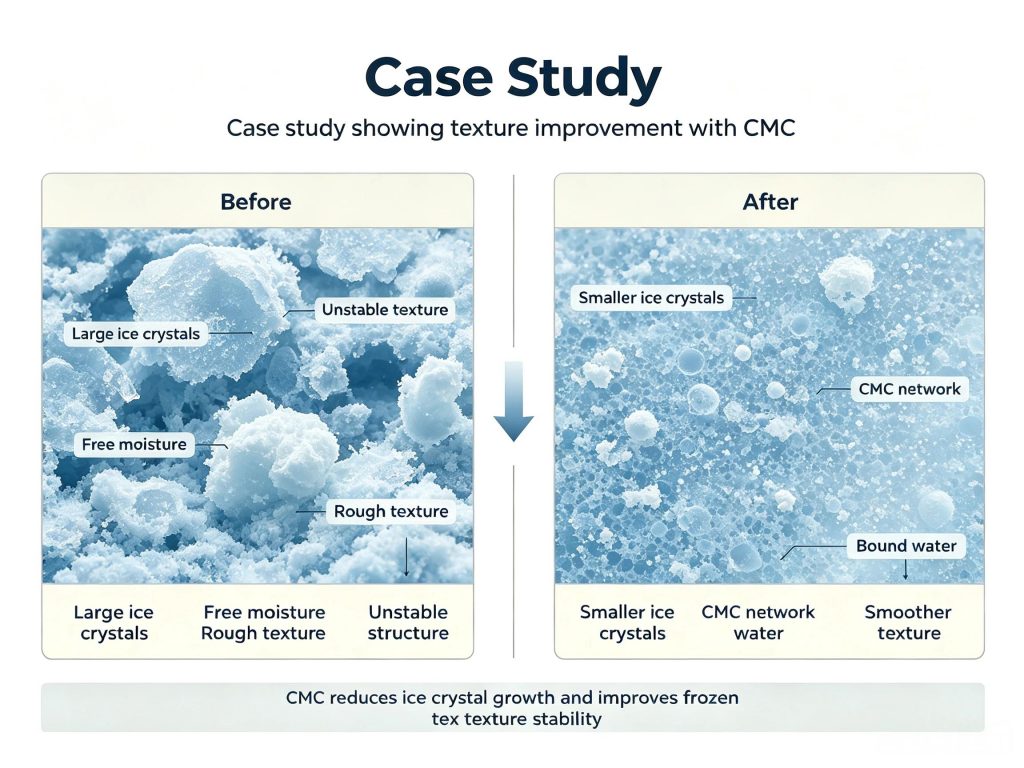
Freshly frozen ice cream contains microscopic ice crystals. However, repeated temperature fluctuations during transportation and retail storage cause these crystals to melt and recrystallize into larger ones. As a result, this process, known as recrystallization, becomes the leading cause of coarse, icy texture and reduced product quality. Fortunately, by binding free water and reducing its mobility, CMC leaves less water available for crystal growth. Consequently, ice crystals remain smaller and more evenly distributed, even after months of frozen storage. Furthermore, because recrystallization accelerates with every temperature fluctuation, products that pass through long, uncontrolled cold chains benefit the most from CMC’s excellent water-binding capacity.
During freezing, only part of the water in the mix turns into ice; meanwhile, the remaining water forms the unfrozen serum surrounding fat droplets, proteins, and air bubbles. At this stage, CMC’s carboxymethyl groups hydrate rapidly and bind this free water. As a result, moisture migration is reduced, whey separation is minimized, and the serum phase becomes more stable. Consequently, the ice cream maintains a consistent body, smoother texture, and better mouthfeel from the first scoop to the last.
Air incorporation, or overrun, gives ice cream its light, creamy structure. Because CMC increases the viscosity of the unfrozen serum, adjacent air bubbles find it harder to merge and collapse. This mechanical support keeps overrun stable through distribution and storage, which matters most in premium, soft-serve, and low-fat formulations where texture depends heavily on air distribution.

Although emulsifiers perform most of the fat destabilization during freezing to build a fine fat network, they are not solely responsible for maintaining emulsion stability throughout the manufacturing process. In addition, CMC contributes indirectly by increasing the viscosity of the continuous aqueous phase. As a result, the movement of fat droplets is slowed, reducing the likelihood of coalescence and phase separation. Consequently, the emulsion remains more uniform during pasteurization, aging, and freezing. Moreover, when CMC is used together with mono- and diglycerides, the overall stability of the fat network can be further enhanced, contributing to a smoother texture and improved product consistency.
Commercial ice cream can remain in frozen storage for six to eighteen months before it reaches the consumer. Throughout that period, CMC keeps quality consistent by limiting moisture migration, reducing recrystallization, and preserving the air-cell structure despite vibration, warehouse handling, and freezer temperature swings.
| Function | Benefit to Ice Cream |
| Water Retention | Reduces moisture migration and whey separation |
| Ice Crystal Control | Produces smoother, finer texture over time |
| Air Cell Stabilization | Maintains consistent overrun and creaminess |
| Emulsion Support | Improves fat distribution and mouthfeel |
| Melting Resistance | Slows shape loss during display and serving |
| Shelf-Life Extension | Preserves quality through long frozen storage |
Overall, CMC is far more than a simple thickener. Instead, it is a multifunctional stabilizer that simultaneously controls water, ice, air, and fat within the ice cream matrix. As a result, it improves texture, melting resistance, and long-term storage stability. For this reason, CMC remains one of the cornerstone ingredients in modern commercial ice cream formulation.
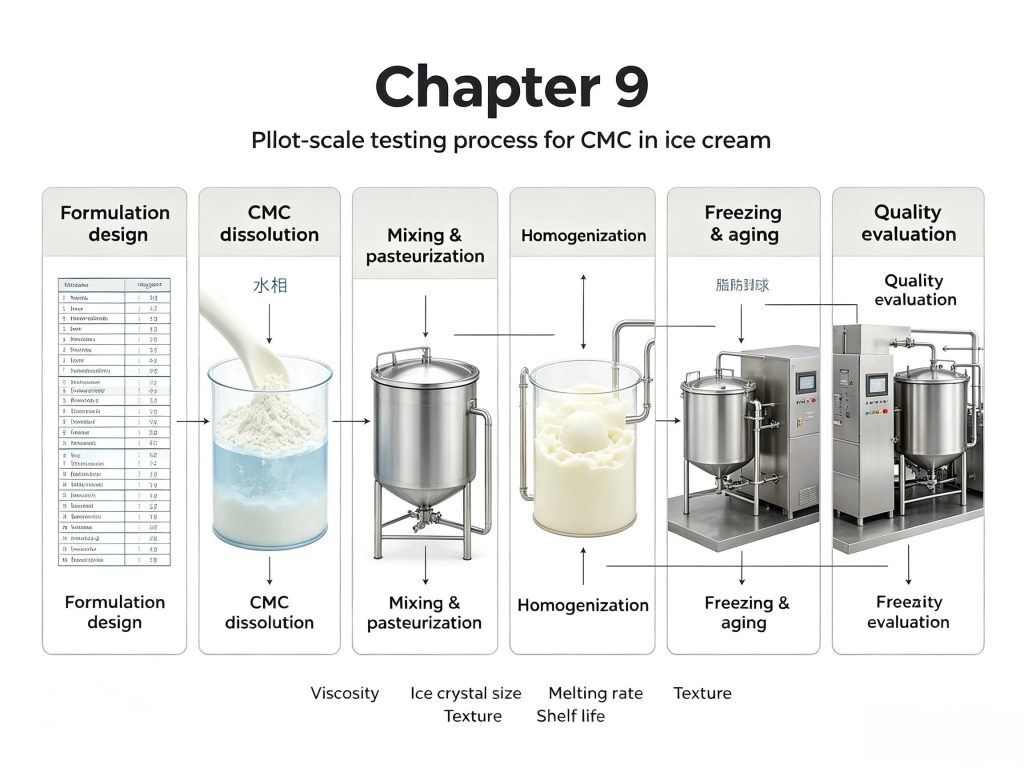
Although CMC is widely recognized as an effective stabilizer, its performance depends on the entire formulation rather than the ingredient alone. In practice, factors such as milk solids, fat content, sugar concentration, protein composition, homogenization pressure, and freezing conditions all influence the final texture. Therefore, experienced formulators optimize the complete stabilizer system instead of adjusting CMC dosage in isolation. Moreover, pilot-scale trials are often necessary to determine the best balance between texture, melting resistance, processing efficiency, and production cost.
When using CMC in ice cream formulations, focus on achieving the desired product performance rather than simply increasing viscosity. Instead, the most effective stabilizer system balances water binding, melting resistance, creaminess, and processing efficiency. In addition, small formulation adjustments combined with proper processing conditions often produce better results than increasing stabilizer dosage alone. Ultimately, a well-balanced formulation delivers more consistent product quality throughout manufacturing, distribution, and frozen storage.
Free Water
↓
CMC Hydration
↓
Water Immobilization
↓
Reduced Water Migration
↓
Smaller Ice Crystals
↓
Smoother Texture
↓
Better Melting Resistance
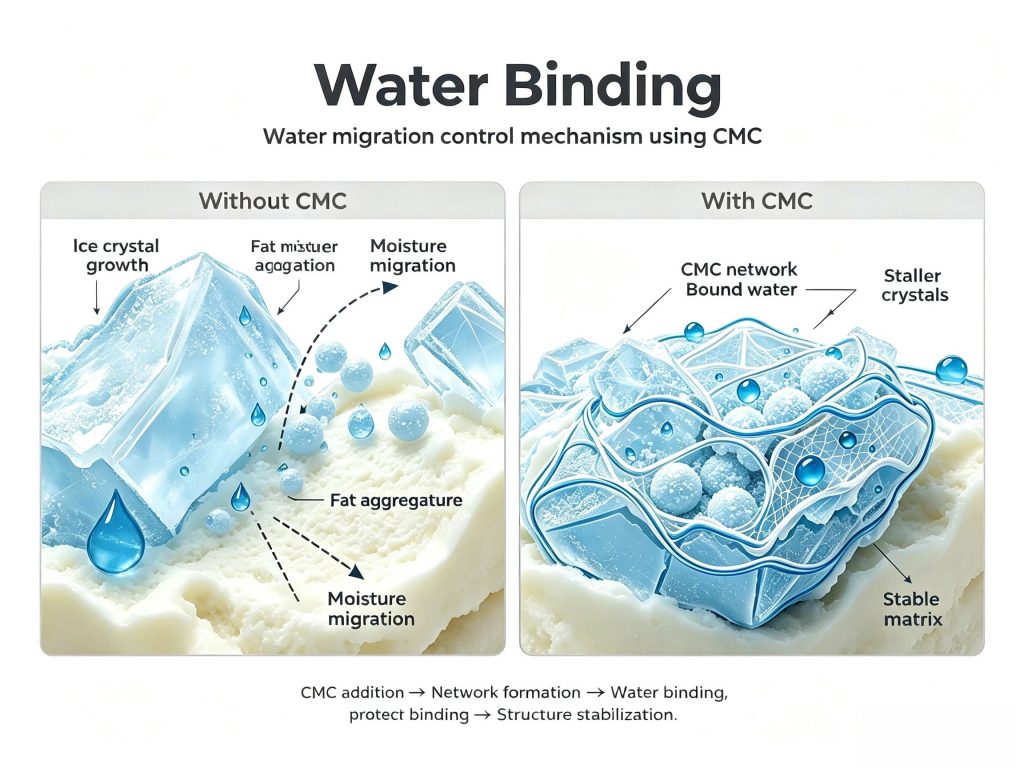
Hydrated CMC immobilizes free water within the unfrozen phase, reducing moisture migration during frozen storage. This mechanism helps minimize ice crystal growth, improve melting resistance, and maintain a smoother texture throughout the product’s shelf life.
CMC Addition
↓
Hydration
↓
Increase Water Binding
↓
Improve Mix Stability
↓
Reduce Ice Crystal Growth
↓
Improve Creaminess
↓
Longer Shelf Life
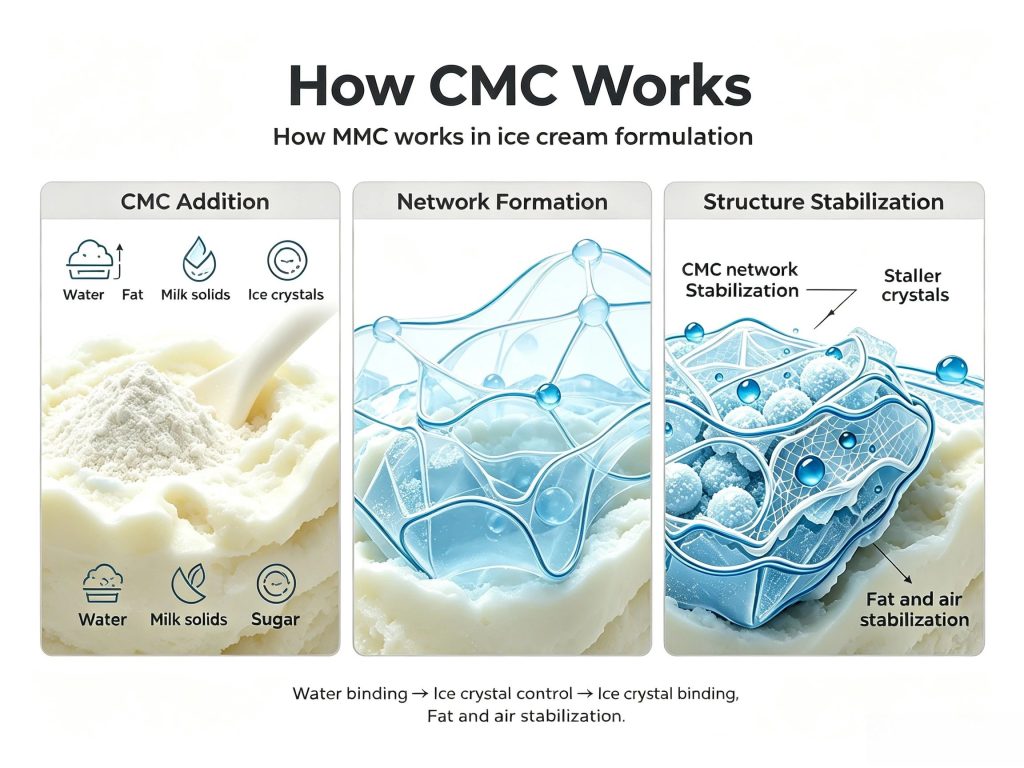
This workflow summarizes the primary functional mechanisms of CMC, showing how hydration enhances water binding, stabilizes the mix, limits ice crystal growth, and contributes to creamier texture and longer frozen shelf life.
Fresh Production
↓
Week 2
↓
Week 4
↓
Week 8
↓
Week 12
↓
Without CMC
Large Crystal Growth
↓
With CMC
Much Slower Crystal Growth
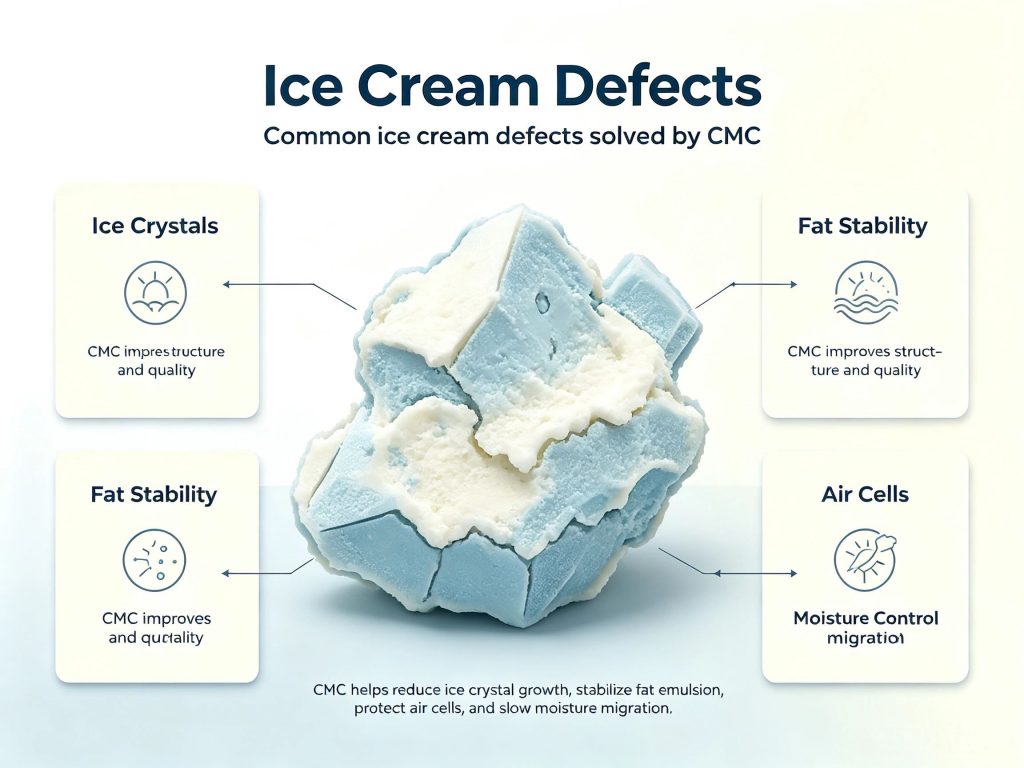
Most ice cream defects are not caused by a single ingredient failure but rather by the interaction between water mobility, air stability, and temperature control throughout the cold chain. As a result, solving these problems usually requires a comprehensive stabilizer system rather than a single formulation adjustment. Because CMC addresses several of these mechanisms simultaneously, it helps resolve a wide range of commercial quality issues instead of simply masking them by increasing viscosity. Furthermore, its multifunctional performance improves product stability throughout processing, distribution, and frozen storage. To help illustrate these relationships, the table below summarizes the most frequently reported quality problems, identifies their most likely root causes, and explains how a properly formulated CMC system contributes to effective solutions.
| Problem | Possible Cause | How CMC Helps |
| Large ice crystals | Water migration during storage | Controls recrystallization by binding free water |
| Fast melting | Weak frozen matrix | Strengthens structure and slows water release |
| Grainy texture | Uncontrolled crystal growth | Produces a smoother, finer texture |
| Whey separation | Protein instability | Increases serum viscosity and binds water |
| Shrinkage | Air-cell collapse | Stabilizes the frozen structure |
| Poor overrun | Weak foam structure | Supports air-cell stability |
| Hard texture | Formulation imbalance | Improves water distribution |
| Sticky mouthfeel | Excessive stabilizer dosage | Corrected by optimizing dosage |
| Fish eyes / lumps | Poor hydration during mixing | Improves dispersion when hydrated correctly |
| Shelf-life deterioration | Temperature fluctuations | Enhances frozen stability over time |
Improving cold-chain temperature control is often more effective than simply increasing CMC dosage. Even the best stabilizer system cannot fully compensate for repeated freeze–thaw cycles during transport and retail display.
Always disperse CMC uniformly before hydration by pre-blending it with sugar or other dry ingredients. Proper dispersion minimizes lump formation (“fish eyes”), improves hydration efficiency, and helps achieve consistent viscosity throughout the ice cream mix.
Because fat content, protein level, overrun target, and processing conditions vary widely across ice cream categories, dosage should always be adjusted to the specific product rather than applied as a single fixed number. The table below summarizes typical starting points used across common frozen dessert categories.
| Ice Cream Type | Typical CMC Dosage |
| Premium Ice Cream | 0.15–0.25% |
| Standard Ice Cream | 0.20–0.30% |
| Low-Fat Ice Cream | 0.25–0.40% |
| Soft Serve | 0.18–0.30% |
| Frozen Yogurt | 0.20–0.35% |
| Gelato | 0.15–0.28% |
| Vegan / Plant-Based Ice Cream | 0.25–0.45% |
| High-Protein Ice Cream | 0.25–0.40% |
Premium formulations generally use lower CMC levels because high fat and total solids already contribute body and richness, while low-fat, plant-based, and high-protein products need higher dosages to compensate for reduced fat and to control water more tightly. In most commercial systems, CMC is not used alone — it is paired with complementary stabilizers to fine-tune texture and cost.
| Product | Typical CMC Dosage | Common Co-Stabilizers |
| Premium Ice Cream | 0.18–0.22% | LBG + Guar Gum |
| Standard Ice Cream | 0.20–0.30% | Guar Gum |
| Low-Fat Ice Cream | 0.28–0.35% | Guar Gum + Carrageenan |
| Vegan Ice Cream | 0.30–0.40% | Guar Gum + Xanthan Gum |
| Frozen Yogurt | 0.20–0.30% | Pectin + CMC |
| High-Protein Ice Cream | 0.25–0.35% | Carrageenan + CMC |
| Food-Grade CMC Dosage | Water Binding | Melting Resistance | Ice Crystal Control | Mouthfeel |
|---|---|---|---|---|
| 0.10–0.15% | Moderate | Moderate | Moderate | Light |
| 0.15–0.25% | High | High | Excellent | Creamy |
| 0.25–0.35% | Very High | Excellent | Excellent | Rich |
| Above 0.35% | Very High | Very High | Excellent | May become gummy if overused |
Note: These values are general formulation references. Actual performance depends on recipe composition, processing conditions, and storage environment.
| Ice Cream Type | Typical CMC Dosage |
|---|---|
| Premium Dairy Ice Cream | 0.15–0.20% |
| Standard Ice Cream | 0.18–0.25% |
| Low-Fat Ice Cream | 0.22–0.35% |
| Frozen Yogurt | 0.20–0.30% |
| Gelato | 0.10–0.18% |
| Vegan Ice Cream | 0.20–0.35% |
| High-Protein Ice Cream | 0.22–0.35% |
Key Statistics at a Glance
| Parameter | Typical Range |
|---|---|
| Recommended dosage | 0.15–0.40% |
| Hydration temperature | 20–70°C (depending on process) |
| pH application range | Approximately 4–10 (grade dependent) |
| Typical shelf life of CMC powder | 24 months (stored correctly) |
| Typical packaging | 25 kg kraft paper bags with PE liner |
| Common certifications | Halal, Kosher, ISO, HACCP (supplier dependent) |
Note: These values are intended as general formulation references. Product specifications and processing conditions should always be confirmed through supplier documentation and pilot-scale validation.
As a general guideline, start within the recommended dosage range for your specific product category. Next, conduct a small pilot-scale batch and evaluate overrun, melt-down time, texture, and overall product stability after two to four weeks of frozen storage. Based on these results, make any necessary dosage adjustments before moving to commercial-scale production.
Pilot-scale trials remain the most reliable method for determining the optimum CMC dosage. Although the recommended usage ranges provide an excellent starting point, the final dosage should always be optimized according to recipe composition, processing equipment, and desired sensory characteristics. Furthermore, factors such as fat content, total solids, freezing conditions, and storage stability can all influence the final performance of the stabilizer system. Therefore, laboratory validation and pilot-scale testing are essential before full-scale manufacturing.
Start formulation development with the lower end of the recommended dosage range and increase it gradually based on pilot-scale results. Although a higher CMC dosage may improve melting resistance, it can also create an overly gummy texture and reduce flavor release if used excessively. Therefore, adjust the dosage step by step rather than making large formulation changes at once. Ultimately, a balanced stabilizer system usually delivers better overall performance than simply increasing the amount of a single ingredient.
Mixing
↓
Pasteurization
↓
Homogenization
↓
Aging
↓
Freezing
↓
Hardening
↓
Storage
Proper hydration and processing conditions are essential for maximizing the functional performance of CMC throughout commercial ice cream production.
Correct incorporation matters as much as correct dosage. Poor hydration is the most common reason a well-designed formulation underperforms in production.
CMC should be dry-blended with sugar or other dry ingredients before it is added to water. Otherwise, adding CMC directly into hot or already-thickened liquid can encourage clumping and significantly slow hydration. Therefore, manufacturers should always disperse CMC completely during the initial mixing stage before introducing other ingredients. As a result, hydration becomes more uniform, leading to improved viscosity development and more consistent product quality.
Standard pasteurization conditions do not affect CMC performance. Therefore, CMC can be safely added before heat treatment. Afterward, homogenization reduces fat globule size and, together with the fully hydrated CMC network, produces a finer and more uniform emulsion. Consequently, the ice cream mix exhibits improved stability, creaminess, and overall texture.
During aging, the hydrated stabilizer system continues to build viscosity and interact with proteins and fat, thereby improving whipping performance during freezing. Next, in the continuous freezer, CMC supports the incorporation and stabilization of air within the mix. Finally, during hardening, it helps preserve the fine ice crystal structure formed during freezing. As a result, the finished ice cream achieves better texture, improved scoopability, and enhanced freeze–thaw stability throughout storage.
When moving from a bench-top trial to full-scale production, mixing time, shear rate, and water temperature rarely scale linearly. Consequently, hydration that appears complete in a laboratory batch may be insufficient on a commercial production line. Therefore, running a viscosity check on the finished mix before it enters the freezer provides a simple and cost-effective way to identify incomplete hydration before it develops into texture complaints after distribution. In addition, routine process monitoring helps ensure consistent product quality from batch to batch.
Overall, hydration quality directly determines the functional performance of CMC. Therefore, manufacturers should treat CMC dispersion as a critical process-control step rather than simply another formulation ingredient. By ensuring complete hydration, manufacturers can achieve more consistent texture, improved melting resistance, and better long-term storage stability.
Many texture defects originate from overall formulation balance rather than stabilizer quality alone. Therefore, before increasing the CMC dosage, manufacturers should carefully evaluate water content, total solids, emulsifier levels, homogenization efficiency, and freezing conditions. Furthermore, optimizing the entire formulation often delivers better results than adjusting a single ingredient in isolation.
Evaluate the performance of a stabilizer system after at least several weeks of frozen storage rather than immediately after production. During long-term storage, many quality defects, including ice crystal growth, moisture migration, and texture deterioration, become much more apparent. Therefore, long-term evaluation provides a more accurate indication of commercial performance than short-term laboratory observations. Ultimately, storage testing is one of the most effective methods for validating the stability of an ice cream formulation before commercial launch.
CMC rarely works alone in commercial ice cream. Understanding how it compares with guar gum, locust bean gum (LBG), carrageenan, and xanthan gum helps formulators build stabilizer blends that balance texture, cost, and functionality.
| Property | CMC | Guar Gum |
| Water Binding | ★★★★★ | ★★★★☆ |
| Ice Crystal Control | ★★★★★ | ★★★☆☆ |
| Creaminess | ★★★★☆ | ★★★★★ |
| Heat-Shock Resistance | ★★★★★ | ★★★☆☆ |
| Cost Efficiency | ★★★★☆ | ★★★★★ |
| Property | CMC | Locust Bean Gum |
| Water Binding | ★★★★★ | ★★★★☆ |
| Body | ★★★★☆ | ★★★★★ |
| Elastic Texture | ★★★☆☆ | ★★★★★ |
| Freeze–Thaw Stability | ★★★★★ | ★★★★☆ |
| Cost | Lower | Higher |
| Property | CMC | Carrageenan |
| Water Binding | ★★★★★ | ★★★☆☆ |
| Protein Stabilization | ★★★☆☆ | ★★★★★ |
| Ice Crystal Control | ★★★★★ | ★★★☆☆ |
| Suspension Stability | ★★★★☆ | ★★★★★ |
| Property | CMC | Xanthan Gum |
| Mouthfeel | Smooth | Slightly Sticky |
| Freeze Stability | Excellent | Good |
| Water Control | Excellent | Good |
| Air Cell Stability | Excellent | Moderate |
| Stabilizer | Ice Crystal | Melting | Mouthfeel | Cost |
|---|---|---|---|---|
| CMC | ★★★★★ | ★★★★★ | ★★★★☆ | ★★★★☆ |
| Guar | ★★★★☆ | ★★★★☆ | ★★★★★ | ★★★★★ |
| LBG | ★★★★☆ | ★★★★★ | ★★★★★ | ★★★☆☆ |
| Carrageenan | ★★★☆☆ | ★★★★☆ | ★★★★☆ | ★★★★☆ |
| Xanthan | ★★★★☆ | ★★★☆☆ | ★★★☆☆ | ★★★★★ |
No single hydrocolloid delivers every desired property, which is why CMC is usually blended rather than used in isolation. CMC leads in water binding, ice crystal control, and freeze-thaw stability, while guar gum and LBG add body and elasticity, carrageenan stabilizes milk proteins and suspension, and xanthan gum offers strong freeze stability at very low usage levels.
| Function | Best Choice |
| Water Binding | CMC |
| Ice Crystal Control | CMC |
| Creaminess | Guar Gum |
| Elastic Body | Locust Bean Gum |
| Protein Stability | Carrageenan |
| Low-Dosage Thickening | Xanthan Gum |
| Problem | Possible Cause | Recommended Action |
|---|---|---|
| Large ice crystals | Low stabilizer level | Increase CMC within recommended range |
| Fast melting | Weak water binding | Optimize CMC and stabilizer blend |
| Weak body | Low total solids | Increase milk solids and stabilize formulation |
| Poor scoopability | Large ice crystals | Improve freezing process and CMC dosage |
| Watery texture | Insufficient hydration | Allow complete hydration before pasteurization |
| Gummy mouthfeel | Excessive CMC | Reduce dosage and rebalance hydrocolloids |
Troubleshooting should follow a systematic approach. Problems such as coarse texture, excessive melting, or poor scoopability are often influenced by multiple variables, including processing conditions and storage temperature, rather than the stabilizer alone.
When troubleshooting ice cream quality issues, modify only one formulation or processing parameter at a time. Changing multiple variables simultaneously makes it difficult to identify the true cause of problems such as poor melting resistance, coarse texture, excessive hardness, or weak body.
Because every ice cream category has different fat, protein, and overrun targets, the ideal stabilizer system also changes from product to product. Rather than starting from a single hydrocolloid and adjusting dosage until problems disappear, experienced formulators start from the product’s fat and protein profile and build a stabilizer blend around it. The combinations below reflect common commercial practice and provide a practical starting point for formulation trials.
| Ice Cream Type | Recommended Stabilizer System |
| Premium Ice Cream | CMC + Guar Gum + LBG |
| Standard Ice Cream | CMC + Guar Gum |
| Low-Fat Ice Cream | CMC + Guar Gum + Carrageenan |
| Vegan Ice Cream | CMC + Guar Gum + Xanthan Gum |
| High-Protein Ice Cream | CMC + Carrageenan |
| Gelato | CMC + LBG |
Before selecting a stabilizer system, define the product’s fat content, protein level, target overrun, and desired texture. Then, choose a CMC-based blend that best matches those formulation requirements rather than selecting a product based on viscosity alone. Finally, validate the formulation through pilot-scale trials before moving to commercial production. This step-by-step approach helps reduce development risks and improves the likelihood of achieving consistent product quality.
Selecting a food-grade CMC should not be based solely on viscosity specifications. Although two products may have similar nominal viscosity values, they can perform quite differently because of variations in degree of substitution (DS), particle size distribution, purity, hydration behavior, and manufacturing process. Therefore, laboratory evaluation under actual processing conditions is far more reliable than selecting a grade based only on technical specifications. Furthermore, pilot-scale testing allows manufacturers to verify compatibility with other stabilizers and optimize overall formulation performance before commercial production.
When modifying a stabilizer system, change only one formulation variable at a time. Otherwise, adjusting several ingredients simultaneously makes it difficult to identify which factor is responsible for changes in texture, melting resistance, or freeze–thaw stability. Therefore, evaluate each adjustment individually before making additional formulation changes. Ultimately, a systematic optimization process leads to more reliable results and significantly shortens product development time.When modifying a stabilizer system, change only one formulation variable at a time. Adjusting several ingredients simultaneously makes it difficult to determine which factor is responsible for changes in texture, melting resistance, or freeze–thaw stability.
What type of ice cream are you producing?
│
▼Premium Dairy Ice Cream
│
▼
CMC + Guar Gum
────────────────────────
Low-Fat Ice Cream
│
▼
CMC + Carrageenan
────────────────────────
Vegan Ice Cream
│
▼
CMC + Guar Gum + Locust Bean Gum
────────────────────────
Frozen Yogurt
│
▼
CMC + Pectin
────────────────────────
Gelato
│
▼
Low-Level CMC + LBG
FDA
↓
EFSA
↓
Codex
↓
JECFA
Although CMC is typically added at less than 0.4% of the formulation, this relatively small amount can significantly improve melting resistance, freeze–thaw stability, and consumers’ perception of creaminess throughout the product’s shelf life. In other words, even a minor dosage adjustment can have a substantial impact on the overall quality and stability of commercial ice cream.
Food-grade CMC (E466) is approved for use in ice cream and frozen desserts across major regulatory regions, including the United States, the European Union, and many other international markets. Furthermore, it is produced from purified cellulose, making it inherently vegan, gluten-free, and essentially tasteless and odorless at recommended usage levels. As a result, it does not interfere with the natural flavor profile of the finished product. Moreover, because CMC has been widely used in dairy, bakery, and beverage applications for decades, its safety and functionality are well established. Consequently, regulatory acceptance is broad and well documented, which simplifies product registration and label compliance in most export markets.
Food-grade CMC (E466) is recognized by major food safety authorities worldwide. Manufacturers should always verify the latest regulatory requirements before commercial production. Reference information is available from the U.S. Food and Drug Administration (FDA), the European Food Safety Authority (EFSA), the Codex Alimentarius, and the Joint FAO/WHO Expert Committee on Food Additives (JECFA).
| Topic | Quick Answer |
| Recommended dosage | 0.15–0.40% |
| E number | E466 |
| Vegan | Yes |
| Gluten-free | Ingredient is gluten-free; verify finished-product claims locally |
| Halal | Many suppliers provide certified grades |
| Ice crystal control | Excellent |
| Melting resistance | Excellent |
| Freeze–thaw stability | Excellent |
| Works with guar gum | Yes |
| Works with carrageenan | Yes |
| Suitable for vegan ice cream | Yes |
| Suitable for gelato | Yes |
| Suitable for frozen yogurt | Yes |
| Suitable for high-protein ice cream | Yes |
Hydrocolloid interactions are one of the most important factors affecting frozen dessert quality. CMC often performs best when combined with complementary stabilizers rather than being used alone. The ideal stabilizer system depends on product positioning, ingredient composition, processing equipment, and desired shelf life, making pilot-scale optimization an essential step before commercial production.
Always hydrate CMC completely before evaluating viscosity or texture. Incomplete hydration may lead to misleading laboratory results and unnecessary formulation adjustments.
Before selecting a CMC supplier, verify the following information:
Selecting the right CMC grade is only half the equation — supplier reliability determines whether that performance repeats batch after batch. Manufacturers should evaluate potential suppliers on documentation, consistency, and technical responsiveness rather than price alone.
| Document | Purpose |
| Certificate of Analysis (COA) | Batch quality verification |
| Technical Data Sheet (TDS) | Product specifications |
| Safety Data Sheet (SDS/MSDS) | Safe handling information |
| Halal Certificate | Compliance with Halal requirements |
| Kosher Certificate | Compliance with Kosher requirements |
| ISO Certificate | Quality management verification |
| HACCP Information | Food safety management |
| Allergen Statement | Allergen risk assessment |
| Non-GMO Statement | Customer-specific requirement |
Beyond documentation, look for a supplier that offers stable viscosity and particle-size consistency from batch to batch, responsive technical support for dosage optimization, sample availability for pilot trials, and reliable export logistics. An experienced supplier can often shorten formulation development time significantly by recommending proven dosage ranges and stabilizer blends for your specific product category.
Manufacturers sometimes assume that increasing CMC dosage will solve every texture problem. In reality, excessive CMC may create a gummy mouthfeel and reduce flavor release. Successful formulations depend on balancing stabilizers, emulsifiers, proteins, sugars, and processing conditions rather than maximizing a single ingredient.
Supplier selection is as important as ingredient selection. Besides product price, manufacturers should evaluate batch-to-batch consistency, technical documentation, application support, regulatory compliance, and long-term supply reliability. A stable ingredient supply helps maintain consistent product quality and reduces production risks.
When comparing suppliers, request samples from at least two production batches. This helps evaluate batch consistency rather than relying on a single sample.
When evaluating suppliers, manufacturers should verify that product specifications comply with internationally recognized food safety standards and customer-specific regulatory requirements.
Before commercial production, verify that:
CMC is fully dispersed.
Hydration is complete.
Pasteurization conditions are correct.
Homogenization pressure is appropriate.
Aging time is sufficient.
Freezing temperature is stable.
Hardening is complete.
Cold chain is maintained.
Because ice cream formulation depends on a delicate balance between fat, protein, overrun, and stabilizer performance, working with a supplier that understands frozen dessert applications — not just cellulose chemistry — makes a measurable difference in how quickly a new product reaches commercial production. Application support that includes dosage recommendations, co-stabilizer guidance, and pilot-batch troubleshooting can shorten development cycles from months to weeks.
Manufacturers that supply CMC specifically for dairy and frozen dessert applications typically maintain tighter viscosity and particle-size control than general-purpose suppliers, because even small batch-to-batch variation can shift overrun and melt-down performance on a production line. When evaluating a supplier, ask for viscosity and particle-size specifications across the last several production batches rather than a single reference certificate, since consistency over time is a better predictor of production reliability than any individual data sheet.
A technically responsive CMC supplier reduces formulation risk, shortens pilot-trial cycles, and helps maintain consistent product quality across every production run.
Many formulation projects focus primarily on ingredient costs, but total manufacturing cost depends on much more than raw material price. Improvements in melting resistance, reduced product waste, better freeze–thaw stability, and longer shelf life can often generate greater commercial value than small differences in ingredient cost alone.
Monitor product performance throughout the intended shelf life instead of evaluating only freshly produced ice cream. Long-term frozen storage often reveals stability differences that are not immediately visible.
The following examples illustrate how manufacturers apply the dosage and blending principles above to solve real production challenges. They are simplified for clarity, but the underlying formulation logic reflects common commercial practice.
Premium Ice Cream Manufacturer
The finished product melted too quickly during retail display, resulting in reduced consumer satisfaction and increased product waste.
The stabilizer system provided insufficient water-binding capacity during frozen storage, leading to faster moisture migration and accelerated melting.
Improved melting resistance
More stable product structure
Better texture during frozen storage
Improved consumer eating experience
Note: Results may vary depending on formulation, processing conditions, and storage environment.
Frozen Dessert Manufacturer
Reduced-fat ice cream lacked creaminess and developed a coarse texture after frozen storage.
Lower fat content reduced lubrication, making the product more susceptible to ice crystal growth and moisture migration.
Improved creaminess
Better scoopability
Reduced coarse texture
Enhanced freeze–thaw stability
Plant-Based Frozen Dessert Producer
The oat-based frozen dessert showed rapid ice crystal growth and inconsistent texture during distribution.
Plant proteins interacted differently with the stabilizer system, requiring improved water control.
Improved texture stability
Better melting resistance
More consistent product quality
Improved storage performance
These cases show that dosage adjustments should always be paired with the right co-stabilizer choice. Increasing CMC alone rarely solves a texture problem completely if the underlying stabilizer system is not also balanced for the product’s fat and protein profile.
Successful formulation development is an iterative process. Experienced R&D teams rarely finalize a stabilizer system after a single laboratory trial. Instead, they evaluate multiple formulations, compare sensory performance, monitor frozen storage stability, and optimize ingredient interactions before scaling up to commercial production.
Keep detailed records of formulation changes, processing parameters, and sensory evaluations during pilot trials. Comprehensive documentation makes future optimization faster and more reliable.
CMC binds water, controls ice crystal growth, stabilizes air cells, and improves melting resistance, resulting in a smoother, more stable frozen dessert.
Typical dosage ranges from 0.15% to 0.40% based on the mix weight, depending on fat content, protein level, and product category.
Neither is universally better. CMC provides superior water binding and ice crystal control, while guar gum contributes more creaminess at lower cost. Most commercial formulations combine both.
Yes. By binding free water and limiting its mobility, CMC significantly slows recrystallization during frozen storage.
Yes. CMC reinforces the internal structure of ice cream, allowing it to hold its shape longer at room temperature.
Yes, typically at lower dosages (0.15–0.25%) combined with guar gum and locust bean gum to preserve a rich, creamy mouthfeel.
Yes. CMC is derived from plant cellulose, contains no animal ingredients, and is inherently gluten-free.
Many commercial CMC grades are available with Halal and Kosher certification; buyers should confirm certification with their specific supplier.
No. Food-grade CMC is essentially tasteless and odorless at recommended usage levels.
Yes. CMC is one of the most common stabilizers in vegan ice cream, typically at 0.25–0.45%, often combined with guar gum and xanthan gum.
Yes. By increasing the viscosity of the serum phase, CMC helps stabilize air cells and maintain consistent overrun through storage.
Yes. CMC is commonly blended with carrageenan for protein stabilization and with xanthan gum for additional freeze stability.
Yes. Gelato typically uses 0.15–0.28% CMC for a dense, smooth texture, while frozen yogurt uses 0.20–0.35%, often paired with pectin.
Overdosing can create an overly viscous, gummy, or sticky mouthfeel and may reduce overrun. Dosage should always be validated through pilot trials rather than estimated.
Dry-blend CMC with sugar or other dry ingredients first, then disperse the blend into water under agitation. Adding CMC directly into hot or thick liquid increases the risk of clumping.4
Yes. CMC is approved by the FDA, EFSA, and other major food safety agencies for use in ice cream and frozen desserts within specified limits (typically 0.1–0.5%).
CMC’s E number is E466.
Yes, CMC is derived from plant cellulose (usually wood pulp or cotton) and contains no animal ingredients.
Yes, CMC is inherently gluten-free.
No, CMC is flavorless and does not alter the taste of ice cream.
Yes, by increasing viscosity and stabilizing the water phase, CMC gives ice cream a smoother, creamier mouthfeel.
Yes, CMC binds free water and slows ice recrystallization during storage and temperature fluctuations.
Yes, by controlling ice crystal size and texture, CMC helps keep ice cream easier to scoop even after freezer storage.
Indirectly yes — by reducing ice crystal growth and moisture migration, it helps maintain texture quality over a longer storage period.
Yes, CMC slows meltdown rate by increasing the viscosity of the melted product, helping it hold its shape longer.
CMC should be dry-blended with other dry ingredients (like sugar) before adding to the liquid mix, then dispersed under agitation and heat.
Yes, if added directly to liquid without proper dispersion, CMC can clump; pre-mixing with sugar or other powders prevents this.
Yes, this is the standard practice — it disperses CMC particles evenly and prevents clumping when added to liquid.
Excess CMC can make ice cream overly gummy, sticky, or chewy, and may cause an unpleasant slimy texture.
Yes, insufficient CMC can lead to coarse ice crystals, poor body, and reduced resistance to melting.
Not necessarily — CMC offers better water-binding and clarity, while guar gum provides better freeze-thaw stability; they’re often used together.
Partially. CMC can provide viscosity and water-holding, but carrageenan’s protein-interaction stabilizing effect (preventing wheying-off) isn’t fully replicated.
Yes, this is a common combination that balances viscosity control and freeze-thaw resistance.
Yes, CMC and locust bean gum are frequently combined for synergistic texture and stability benefits.
Combining hydrocolloids leverages complementary functions (viscosity, ice crystal control, stabilization) at lower total usage levels, improving overall texture.
Yes, a small amount of CMC can noticeably improve texture and reduce iciness in homemade recipes that lack industrial stabilizers.
Partially — CMC can mimic some of the thickening and stabilizing role of egg yolks, but not the emulsification and flavor contribution.
It depends on certification standards — some organic certifications restrict or exclude synthetic-processed additives like CMC, so formulators should verify with their certifying body.
Yes, though less common; the combination can work in fruit-based or lower-fat frozen desserts.
Yes, CMC can help stabilize air bubbles, supporting better overrun (air incorporation) and preventing collapse during storage.
Yes, by resisting temperature fluctuation damage and reducing ice crystal growth, CMC helps maintain quality during shipping and distribution.
What Viscosity Grade of CMC Is Best for Ice Cream?
Medium-to-high viscosity grades (typically 1500–3000 mPa·s in 1–2% solution) are commonly preferred for ice cream applications.
How Does CMC Compare with Xanthan Gum?
CMC offers better clarity and water binding at lower cost, while xanthan gum provides stronger shear-thinning behavior and stability across a wider pH range.
Can CMC Reduce Syneresis?
Yes, by binding free water, CMC helps reduce syneresis (liquid separation) in the finished product.
Does pH Affect CMC Performance?
Yes, CMC performs best in near-neutral to slightly acidic conditions (pH 4–10); performance can decline at very low pH.
Frequently asked technical questions often reflect the practical challenges manufacturers encounter during formulation development. Although general recommendations provide a useful starting point, every formulation should ultimately be validated through laboratory testing and pilot-scale production to ensure consistent performance under actual manufacturing conditions. In addition, factors such as raw material quality, processing parameters, and storage conditions should also be evaluated before commercial-scale production.
Review frequently asked questions from customers and technical teams on a regular basis. In many cases, these real-world questions reveal formulation challenges that may not appear during initial product development. Therefore, they can help identify opportunities for process optimization, formulation improvements, and future product innovation. Ultimately, incorporating customer feedback into product development supports more reliable manufacturing performance and better commercial results.
| Question | Quick Answer |
|---|---|
| E Number | E466 |
| Vegan | Yes |
| Gluten-Free | Yes (ingredient level) |
| Typical Dosage | 0.15–0.40% |
| Water Binding | Excellent |
| Freeze–Thaw Stability | Excellent |
| Melting Resistance | Excellent |
| Ice Crystal Control | Excellent |
| Common Combination | Guar Gum |
| Shelf Life Improvement | Yes |
CMC has become one of the most trusted stabilizers in commercial ice cream because it solves several critical formulation challenges simultaneously. Specifically, it binds free water, slows ice crystal growth, stabilizes air cells, improves melting resistance, and extends frozen shelf life. However, achieving these benefits depends on selecting the appropriate dosage and stabilizer system for each formulation. Because the optimum dosage and co-stabilizer combination are heavily influenced by fat content, protein level, target texture, and processing conditions, the safest path from laboratory formulation to commercial production is to begin within the recommended dosage range, conduct pilot-scale trials, and evaluate melt-down performance, texture, and storage stability after several weeks of frozen storage.
Whether you are developing premium ice cream, low-fat formulations, soft serve, gelato, frozen yogurt, or plant-based frozen desserts, selecting the right CMC grade and combining it with complementary hydrocolloids will directly influence product quality, processing stability, and shelf life. Furthermore, as consumer demand continues to shift toward lower-fat, higher-protein, clean-label, and plant-based products, formulators face increasingly complex stability challenges. Consequently, CMC’s ability to compensate for reduced structural support from fat and dairy proteins makes it an increasingly valuable ingredient in modern frozen dessert formulation rather than simply a traditional stabilizer.
Ultimately, every production line, cold chain, and target market presents unique formulation requirements. Therefore, the fastest and most reliable way to develop a commercially successful ice cream product is to combine the dosage recommendations presented in this guide with systematic pilot-scale testing and continuous technical support from an experienced ingredient supplier. By following this approach, manufacturers can reduce development time, minimize production risks, and consistently deliver high-quality ice cream with superior texture, melting resistance, and long-term frozen stability.
Whether you’re developing:
Premium Ice Cream
Gelato
Frozen Yogurt
Vegan Ice Cream
High-Protein Ice Cream
Low-Fat Ice Cream
Our food application specialists can recommend suitable food-grade CMC grades, provide formulation suggestions, and support laboratory and pilot-scale trials.
Contact us today to discuss your ice cream stabilizer requirements.
Carboxymetheyl cellulose sodium Uses in Fruit Juice
Carboxymetheyl cellulose sodium in Yogurt
Carboxymetheyl cellulose sodium in Plant-Based Milk
Hydrocolloids Used in Ice Cream
CMC vs Guar Gu
CMC vs Xanthan Gum
Cellulose Gum E466