

Microcrystalline cellulose (MCC) in beverages has become one of the most important functional ingredients for modern beverage stability systems.From chocolate milk and plant-based drinks to protein shakes and fruit juices, MCC provides a unique physical suspension system that prevents sedimentation without increasing viscosity excessively.Microcrystalline Cellulose (MCC) in beverages and MCC beverage systems is becoming a key solution for modern drink formulation.
In many MCC suspension systems, manufacturers face challenges in stability, mouthfeel, and particle control.
As beverage formulations become more complex — higher protein, more plant-based ingredients, and cleaner labels — MCC is increasingly used as a core stabilizer in beverage systems worldwide.
MCC in beverages refers to Microcrystalline Cellulose used as a functional stabilizer to improve suspension stability, mouthfeel, and texture in liquid food systems. It is approved globally as food additive E460i and is widely used across dairy, plant-based, protein, and juice beverage categories.
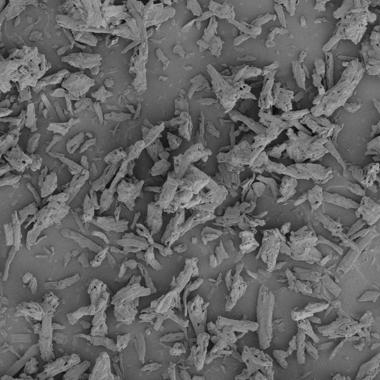
Microcrystalline Cellulose (MCC) is a purified, partially depolymerized cellulose derived from natural plant fibers. It is insoluble in water but disperses uniformly in aqueous systems under high-shear mixing, forming a stable three-dimensional colloidal network. This network physically holds suspended particles in place, preventing sedimentation without significantly increasing liquid viscosity.
Key facts about MCC:
Beverage manufacturers use MCC because it solves multiple formulation problems simultaneously. It prevents particle sedimentation, improves creamy mouthfeel, stabilizes plant proteins, and compensates for fat removal in low-calorie products — all without contributing taste, odor, or significant calories to the finished product. Its clean-label status and broad global regulatory acceptance make it particularly attractive for manufacturers selling across international markets.
Most beverage stabilizers work the same way — they dissolve in water and raise viscosity. MCC does not. This fundamental difference in mechanism explains why MCC delivers results that gum-based stabilizers cannot achieve at equivalent sensory impact.
Gums and MCC represent two fundamentally different stabilization mechanisms in beverage systems.
Xanthan gum, guar gum, and CMC are soluble hydrocolloids. When added to water, they dissolve and increase the thickness of the continuous phase. This viscosity slows particle movement under gravity and reduces sedimentation rate.
However, this mechanism creates a trade-off: higher viscosity improves stability but negatively impacts mouthfeel, making beverages feel thick, heavy, or slippery when consumed at effective dosages.
MCC does not dissolve in water. Instead, it disperses as insoluble colloidal particles and forms a three-dimensional physical network throughout the liquid.
This network stabilizes suspended particles through structure rather than viscosity. As a result, beverages maintain:
even at relatively low viscosity levels.
| Property | MCC | Hydrocolloid Gums |
|---|---|---|
| Solubility | Insoluble network formation | Soluble viscosity increase |
| Stabilization mechanism | Structural particle trapping | Viscosity-mediated suspension |
| Mouthfeel at effective dose | Light, clean, creamy | Thick, slippery, coating |
| Heat stability | Excellent (UHT stable) | Variable |
| Clean label perception | Strong | Moderate |
MCC and hydrocolloids are not direct substitutes but complementary systems.
MCC provides the physical suspension network, while small amounts of CMC or xanthan gum fine-tune viscosity and enhance system stability.
Together, they deliver superior performance compared to either ingredient alone, while maintaining a cleaner sensory profile and lower total stabilizer usage.
Traditional stabilizers such as xanthan gum, CMC, and modified starch work primarily by increasing viscosity — they slow sedimentation by making the liquid thicker. MCC works differently. It builds a physical particle network that holds suspended solids in place regardless of bulk viscosity. This means MCC delivers strong suspension performance while keeping mouthfeel light and clean, which viscosity-based stabilizers cannot achieve at equivalent anti-sedimentation performance levels.
| Stabilizer | Mechanism | Mouthfeel Impact | Sedimentation Control |
|---|---|---|---|
| MCC | Physical network | Light, creamy | Excellent |
| Xanthan Gum | Viscosity increase | Slippery, thick | Good |
| CMC | Viscosity increase | Coating, thick | Moderate |
| Modified Starch | Viscosity increase | Heavy, starchy | Moderate |
Beverage instability is not random. It follows predictable physical laws that apply across every beverage category. Understanding why instability occurs is the first step toward selecting the right stabilization approach.
Cocoa particles are significantly denser than the surrounding milk matrix. Without stabilization, gravity pulls them downward continuously, forming a visible dark sediment layer within 24–48 hours. The settling rate accelerates as cocoa particles collide and aggregate into larger, heavier clusters that fall even faster. The result is a product that looks unacceptable and pours unevenly long before its shelf life expires.
Protein beverages fail differently from cocoa systems. Protein particles carry surface charges that change with pH, temperature, and ionic environment. During storage, proteins gradually denature, aggregate, and increase in effective particle size — a process that continues slowly but consistently throughout shelf life. What appears stable immediately after processing can develop significant sedimentation within two to four weeks as protein aggregates grow large enough to settle under gravity. Heat processing accelerates this process by triggering initial denaturation that sets the stage for subsequent aggregation.
Plant proteins and fibers are inherently more variable than dairy ingredients. They carry irregular surface charges, vary in particle size depending on raw material and processing conditions, and respond unpredictably to pH changes during formulation. Plant-based beverages also typically lack the natural emulsifying proteins present in dairy that provide some baseline stabilization. Without adequate stabilizer support, plant-based drinks separate into visible layers within hours — a commercially unacceptable outcome in a category where consumer trust is already fragile.
All beverage sedimentation follows Stokes’ Law, which states that settling velocity increases with the square of particle size and with the density difference between the particle and the surrounding liquid. In practical terms this means two things: larger particles settle much faster than smaller ones, and denser particles settle faster than lighter ones. Reducing particle size through homogenization and reducing the effective density difference through network stabilization are therefore the two most powerful tools available to beverage formulators. MCC addresses the second factor directly — its physical network creates structural resistance that effectively reduces the settling velocity of suspended particles regardless of their size or density.
Beverage manufacturers use MCC because it solves the four most common formulation problems simultaneously — instability, sedimentation, poor mouthfeel, and heat-processing damage — within a single ingredient that carries neutral taste, clean-label status, and broad global regulatory acceptance.
MCC builds a three-dimensional physical network throughout the liquid phase that keeps suspended particles uniformly distributed over time. This network prevents the phase separation, particle settling, and visual stratification that cause consumer rejection and shortened shelf life. Across dairy, plant-based, protein, and juice systems, MCC consistently maintains product homogeneity from production through the end of shelf life — whether that is 30 days under refrigeration or 12 months at ambient temperature.
Most stabilizers prevent sedimentation by raising viscosity — making the liquid thick enough to slow particle movement. This approach works, but it creates a heavy, syrupy mouthfeel that consumers dislike. MCC takes a different approach entirely. Its physical particle network holds suspended solids in place through structure rather than thickness, delivering 75–90% sedimentation reduction across beverage systems while keeping bulk viscosity at levels that feel light and refreshing to drink. This combination — strong suspension performance with clean mouthfeel — is the primary reason MCC has become a preferred stabilizer in premium beverage formulations.
Removing fat from a beverage removes much of what makes it feel satisfying. Fat droplets contribute directly to the creamy, coating sensation consumers associate with quality. Without them, even a well-flavored product tastes thin and unsatisfying. MCC compensates for this by acting as a fat mimetic — its colloidal particles create a perception of body, richness, and creaminess in the mouth that closely mimics the sensory contribution of fat. For low-fat dairy drinks, diet meal replacements, and reduced-calorie plant-based beverages, MCC restores the premium mouthfeel that fat removal takes away, without adding calories or requiring synthetic fat replacers.
Many stabilizers degrade during the high-temperature processing steps that commercial beverages require. MCC does not. Its insoluble crystalline structure remains intact through pasteurization at 72°C, UHT processing at 135–140°C, and retort sterilization — maintaining its suspension network and mouthfeel contribution in the finished product. This thermal stability makes MCC particularly valuable in UHT dairy drinks, shelf-stable protein beverages, and retorted functional drinks where other stabilizers would partially break down and lose effectiveness during processing.
Microcrystalline cellulose is a purified, partially depolymerized form of cellulose derived from natural plant fibers — most commonly α-cellulose sourced from wood pulp or cotton linters. During production, acid hydrolysis selectively removes the amorphous regions of the cellulose chains, leaving behind highly ordered crystalline domains. The resulting material consists of fine, rod-shaped particles with exceptional mechanical rigidity relative to their size.
Because MCC is insoluble in water, it behaves very differently from typical food hydrocolloids such as xanthan gum, guar gum, or CMC. Rather than dissolving and raising solution viscosity, MCC disperses into the aqueous phase and forms a structured colloidal network. This distinction is not merely academic — it determines everything about how MCC performs in complex beverage systems.
Commercially, MCC for beverage applications is almost always co-processed with a small percentage of carboxymethylcellulose sodium (CMC), forming a colloidal-grade product that disperses more readily in aqueous systems and builds a more robust particle network. When formulators refer to MCC in beverage contexts, they typically mean this colloidal MCC/CMC blend.
Key functional properties of MCC in beverages include:
MCC stabilizes beverages through physical structure rather than viscosity. When properly dispersed under high-shear conditions, MCC particles form a stable colloidal network throughout the liquid that holds suspended solids in place, improves mouthfeel, and maintains product homogeneity throughout shelf life.
When colloidal MCC is dispersed under high-shear mixing at 2,000–4,000 rpm, individual MCC crystallites interlock and form a continuous three-dimensional micro-fibrillar network throughout the liquid phase. This network is invisible to the eye and imperceptible in the mouth, yet it creates a physical cage that traps suspended particles — cocoa fines, protein aggregates, fruit pulp, and mineral particles — and prevents them from migrating downward under gravity. The network forms during the dispersion step and remains structurally stable through subsequent processing, filling, and storage.
MCC imparts a small but critical yield stress to the beverage system. A yield-stress system behaves like a soft solid when at rest and flows normally when poured or shaken. In practical terms, this means suspended particles experience strong resistance to downward movement when the product sits on a shelf, while the consumer experiences completely normal, fluid drinking behavior when they open and consume the product. This yield stress — typically 0.1 to 0.5 Pa depending on MCC concentration — is sufficient to prevent particle sedimentation under gravity without producing any perceptible thickness or heaviness in the finished drink.
MCC rarely performs alone in optimized beverage formulations. It works as part of a multi-layer stabilization system where each ingredient addresses a different failure mode.
MCC provides the physical suspension network that holds particles in place. CMC dissolves in the continuous phase and controls bulk viscosity, slowing any residual particle movement that the MCC network does not fully arrest. Carrageenan interacts directly with milk or plant proteins through electrostatic charge interactions, preventing protein aggregation and further supporting suspension stability in protein-containing systems.
| Ingredient | Mechanism | Primary Function |
|---|---|---|
| MCC | Physical network formation | Particle suspension, mouthfeel |
| CMC | Viscosity increase | Continuous phase control |
| Carrageenan | Protein charge interaction | Protein stabilization |
Together, this three-ingredient system consistently outperforms any single stabilizer used alone at equivalent total cost. MCC is the structural foundation; CMC and carrageenan build around it to address the specific failure modes of each beverage system.

Dairy beverages represent the most established application for colloidal MCC. Chocolate milk, flavored milk, UHT-treated drinks, and yogurt beverages all share a predictable set of stability problems — cocoa sedimentation, whey separation, and protein destabilization during thermal processing. MCC addresses all three through a single physical stabilization mechanism.
Learn more about dairy stabilization systems in our MCC in Dairy Beverages guide
Cocoa particles are 30–40% denser than the surrounding milk matrix and settle visibly within 24–48 hours without stabilization. MCC prevents this by forming a micro-fibrillar network that physically traps cocoa particles and resists their downward movement under gravity. At 0.3–0.8% combined with CMC at 0.1–0.2%, MCC maintains uniform cocoa suspension for 90 days or longer under refrigerated storage — keeping the product looking consistent and pouring evenly from first use to last.
UHT processing at temperatures above 130°C denatures milk proteins and causes aggregation, leading to visible specks and sedimentation after packaging. MCC’s insoluble crystalline structure remains intact through UHT treatment, continuing to provide physical suspension support in the finished product. Unlike some hydrocolloids that partially degrade under high-temperature processing, MCC maintains its network structure and suspension performance throughout pasteurization, UHT, and retort conditions.
In dairy applications, MCC in beveragess improves cocoa suspension and prevents sedimentation.
The MCC stabilizer system enhances mouthfeel and body perception.
Within modern beverage formulation systems, MCC works synergistically with CMC and carrageenan.For low-fat flavored milk and reduced-calorie dairy drinks, MCC at 0.2–0.5% restores the premium mouthfeel that fat removal takes away, without adding calories or requiring synthetic fat replacers.
| Dairy Beverage | Primary Challenge | MCC Level (%) | Key Benefit |
|---|---|---|---|
| Chocolate Milk | Cocoa sedimentation | 0.3 – 0.8 | Anti-settling + creamy mouthfeel |
| Flavored Milk | Thin texture, particle settling | 0.2 – 0.5 | Suspension + body improvement |
| UHT Milk Drinks | Protein aggregation, heat damage | 0.2 – 0.6 | Post-UHT stability retention |
| Yogurt Beverages | Whey separation, uneven texture | 0.2 – 0.5 | Reduced whey-off + smooth texture |
In protein beverages, MCC in beverages help prevent protein sedimentation.
The MCC particle stabilization system improves suspension in high-protein formulations.
In plant-based drinks, MCC forms a physical network that supports long-term stability.
Plant proteins are inherently less stable than dairy proteins. They carry irregular surface charges that change with pH and ionic environment, tend to aggregate at processing-relevant temperatures, and produce larger, more heterogeneous particle sizes during plant-based processing. These characteristics make plant proteins far more likely to settle, clump, and separate than their dairy equivalents. Without adequate stabilization, oat milk, almond milk, soy milk, and pea protein beverages all separate visibly within hours of standing — a commercially unacceptable outcome in a category already working to earn consumer trust from dairy switchers.
Oat milk presents a specific sedimentation challenge because it contains multiple particle types simultaneously — oat starch granules, beta-glucan fragments, and fine oat fiber particles — each with different densities and settling velocities. This means oat milk does not simply settle as a uniform layer; it stratifies unevenly, with different components separating at different rates and producing a visually inconsistent product. MCC addresses this by creating a physical network that captures all particle types simultaneously, maintaining uniform distribution regardless of the density differences between oat components. At 0.5–0.8% combined with low-level CMC, MCC keeps oat milk visually homogeneous and texturally consistent throughout refrigerated shelf life.
MCC and xanthan gum work through different mechanisms and complement each other effectively in plant-based beverage formulations. It provides the physical suspension network that holds plant protein and fiber particles in place; xanthan gum contributes controlled viscosity in the continuous phase that further slows residual particle movement. Together they deliver better suspension performance than either ingredient alone — and at lower individual dosages than would be required if either were used as the sole stabilizer.
This synergy is particularly important because xanthan gum at high dosage produces a characteristically slippery, gel-like mouthfeel that many consumers find unpleasant. By combining MCC as the primary suspension agent with xanthan gum at a low supporting dose of 0.02–0.05%, formulators achieve strong suspension stability while keeping the mouthfeel light and clean. For pea protein beverages above 5g protein per 100ml, replacing xanthan gum with carrageenan as the complementary stabilizer provides additional protein charge stabilization that further improves suspension performance at high protein loads.
| Plant-Based Beverage | Primary Challenge | MCC Level (%) | Complementary Stabilizer |
|---|---|---|---|
| Oat Milk | Multi-particle sedimentation | 0.5 – 0.8 | CMC or xanthan gum |
| Almond Milk | Protein settling, watery texture | 0.5 – 0.7 | Xanthan gum |
| Soy Milk | Protein aggregation, phase separation | 0.5 – 0.8 | Carrageenan |
| Pea Protein Drink | Heavy sedimentation at high protein | 0.6 – 1.2 | Carrageenan |
See full formulation details in Plant-Based Beverage Stabilization Guide
Protein beverages are one of the fastest-growing categories globally and one of the most challenging to stabilize. High protein concentrations increase aggregation risk significantly, and consumers who find a chalky sediment layer at the bottom of a ready-to-drink shake are unlikely to repurchase.
Protein sedimentation worsens as protein concentration increases. At 5–8g protein per 100ml, moderate MCC dosage of 0.4–0.6% combined with carrageenan at 0.01–0.03% reliably controls sedimentation. At concentrations above 10g per 100ml, MCC dosage should move toward 0.8–1.0% to maintain network strength against the higher particle load. MCC’s physical network remains effective regardless of protein charge state or aggregation history — making it consistently reliable across the wide range of protein sources and pH environments found in modern sports nutrition beverages.
Sports nutrition consumers expect a clean, refreshing drinking experience — not a thick, gummy texture. MCC delivers strong suspension performance without the heavy mouthfeel associated with high-dose gum systems. Its physical network holds protein particles in place while contributing a smooth, creamy sensation that enhances rather than detracts from the drinking experience. For chocolate or vanilla protein shakes where mouthfeel is a key quality differentiator, MCC at 0.4–0.8% consistently outperforms gum-only stabilization systems on consumer sensory panels.
High-dose gum systems — typically xanthan gum or CMC at 0.3–0.5% as sole stabilizers — can achieve acceptable sedimentation control in protein beverages but almost always at the cost of mouthfeel. The viscosity levels required to fully suspend high protein loads produce a syrupy, coating texture that consumers consistently rate negatively. MCC achieves equivalent or superior sedimentation control at significantly lower viscosity contribution, because its suspension mechanism is structural rather than viscosity-based. Replacing a high-dose gum system with MCC at 0.5–0.8% plus low-level carrageenan typically reduces total stabilizer cost while improving both stability performance and sensory quality simultaneously.
| Protein Level | Recommended MCC Level | Complementary Stabilizer |
|---|---|---|
| 3 – 5g per 100ml | 0.3 – 0.5% | CMC 0.1% |
| 5 – 8g per 100ml | 0.4 – 0.6% | Carrageenan 0.01–0.02% |
| 8 – 10g per 100ml | 0.6 – 0.8% | Carrageenan 0.02–0.03% |
| Above 10g per 100ml | 0.8 – 1.0% | Carrageenan 0.03% + CMC 0.1% |
Read more about high-protein beverage stability in Protein Drink Formulation Guide
In juice applications, MCC provides two commercially critical functions: it suspends fruit pulp particles and maintains cloud stability throughout shelf life. Both functions directly affect how consumers perceive product quality and freshness at the point of consumption.
Cloud stability in juice depends on keeping fine colloidal particles — primarily pectin fragments, flavonoid complexes, and fine pulp fines — uniformly distributed throughout the liquid. These particles are responsible for the opaque, visually rich appearance that consumers associate with freshness and nutritional quality. MCC’s physical network captures and holds these fine particles in place, preventing the gradual clarification that occurs when they settle or aggregate during storage. The result is a juice that maintains its natural cloudy appearance from production through the end of shelf life.
Larger pulp particles — visible fruit fragments in orange juice, mango fiber in nectar, or mixed fruit pieces in blended drinks — settle faster than cloud particles and require stronger suspension support. MCC at 0.2–0.5% combined with pectin at 0.1–0.3% provides a two-layer system that addresses both particle size ranges simultaneously. MCC handles the structural suspension of larger pulp fragments; pectin manages the colloidal stability of finer cloud particles and controls viscosity in the continuous phase. Together they maintain both visual cloudiness and pulp distribution throughout the product’s shelf life.
Clarification — the gradual clearing of a cloudy juice during shelf life — is one of the most commercially damaging stability failures in the juice category. Consumers interpret a clarified juice as old, degraded, or adulterated. Clarification occurs when the fine particles responsible for cloud aggregate, grow in size, and eventually settle out of suspension. MCC prevents this process by physically stabilizing cloud particles within its network before aggregation can progress to visible clarification. In accelerated shelf-life testing at 25°C, orange juice stabilized with MCC at 0.3% plus pectin maintains cloud stability for 12 months, compared to visible clarification beginning within 4–6 weeks in unstabilized controls.
| Juice Application | Primary Challenge | MCC Level (%) | Complementary Stabilizer |
|---|---|---|---|
| Orange Juice with Pulp | Pulp settling + cloud loss | 0.2 – 0.4 | Pectin 0.1–0.2% |
| Mango Nectar | Heavy pulp sedimentation | 0.3 – 0.5 | Pectin 0.2–0.3% |
| Mixed Fruit Drink | Multi-particle settling | 0.2 – 0.4 | Pectin + CMC |
| Cloudy Apple Juice | Clarification during shelf life | 0.1 – 0.3 | Pectin 0.1% |
MCC in beverages systems forms a fibrillar network structure that stabilizes suspended particles.
This MCC in beverages syestms creates yield stress behavior.
The MCC network structure in beverages reduces sedimentation without increasing viscosity.At concentrations between 0.3% and 1.0%, properly dispersed MCC reduces visible sedimentation by 75–90% compared to unstabilized controls across dairy, plant-based, and protein beverage systems.
Cocoa particles are 30–40% denser than the surrounding liquid and settle visibly within 24–48 hours without stabilization. MCC prevents this by entrapping cocoa particles within its micro-fibrillar network during dispersion and homogenization. The network physically resists downward particle movement under gravity, keeping cocoa uniformly distributed throughout the product’s shelf life.
In chocolate milk, MCC at 0.3–0.8% combined with CMC at 0.1–0.2% maintains uniform cocoa suspension for 90 days or longer under refrigerated storage. The MCC network provides physical suspension structure while CMC contributes controlled viscosity that further slows residual particle movement.
Protein particles behave differently from cocoa — their settling behavior changes with pH, temperature history, and degree of denaturation during processing. A protein beverage that appears stable immediately after UHT processing can develop significant sedimentation within weeks as proteins slowly aggregate.
MCC addresses this through its physical network, which is non-ionic and largely indifferent to protein charge state or aggregation history. Once formed during processing, the network continues to resist particle movement regardless of subsequent protein changes during shelf life. This makes MCC effective across a wide pH range — from acidified protein drinks at pH 3.5 to alkaline protein waters above pH 7.0 — where ionic stabilizers often struggle.
For RTD protein shakes at 5–10g protein per 100ml, MCC at 0.4–0.8% combined with carrageenan at 0.01–0.03% delivers best-practice suspension performance. MCC handles physical suspension; carrageenan manages protein charge stabilization.
| Beverage System | Storage | Temp | MCC Level | Sediment — No MCC | Sediment — With MCC | Reduction |
|---|---|---|---|---|---|---|
| Chocolate Milk (cocoa 1.5%) | 30 days | 4°C | 0.5% + CMC 0.15% | 8.2% | 0.9% | 89% |
| Chocolate Milk (cocoa 1.5%) | 60 days | 4°C | 0.5% + CMC 0.15% | 11.7% | 1.4% | 88% |
| Oat Milk (2.5% oat solids) | 30 days | 4°C | 0.6% + xanthan 0.02% | 6.8% | 0.7% | 90% |
| Oat Milk (2.5% oat solids) | 60 days | 4°C | 0.6% + xanthan 0.02% | 9.3% | 1.1% | 88% |
| RTD Protein Shake (6g/100ml) | 30 days | 25°C | 0.6% + carrageenan 0.02% | 14.5% | 3.1% | 79% |
| RTD Protein Shake (6g/100ml) | 60 days | 25°C | 0.6% + carrageenan 0.02% | 19.2% | 4.8% | 75% |
| RTD Protein Shake (6g/100ml) | 90 days | 25°C | 0.8% + carrageenan 0.03% | 24.8% | 3.9% | 84% |
| Fruit Juice with Pulp | 30 days | 4°C | 0.3% + pectin 0.2% | 12.1% | 2.3% | 81% |
| Fruit Juice with Pulp | 60 days | 4°C | 0.3% + pectin 0.2% | 16.4% | 3.6% | 78% |
Sediment volume measured as percentage of total liquid volume. MCC grade: colloidal-grade co-processed with CMC. All systems processed at 3,000 rpm / 50°C followed by two-stage homogenization at 150 bar.
Cocoa and oat milk systems achieve the highest reduction rates at 88–90%, reflecting MCC’s effectiveness with medium-density suspended solids. Protein beverage reduction ranges from 75–84%, with ambient storage at 25°C creating a more demanding test condition than refrigeration. Increasing MCC from 0.6% to 0.8% in the 90-day protein shake trial demonstrates that higher dosage meaningfully extends suspension performance as storage duration increases.
Cocoa powder is one of the most challenging suspended solids in beverage formulation. Cocoa particles are 30–40% denser than the surrounding liquid and settle visibly within 24–48 hours without adequate stabilization, leaving a dark compact layer at the bottom of the package that consumers immediately reject.
MCC prevents this through two actions. First, its micro-fibrillar network creates physical resistance to downward particle movement — cocoa particles become entangled in the network structure and cannot migrate freely under gravity. Second, MCC distributes cocoa particles more uniformly during dispersion and homogenization, reducing the concentration gradient that drives rapid early sedimentation.
In chocolate milk, MCC at 0.3–0.8% combined with CMC at 0.1–0.2% consistently maintains cocoa in uniform suspension for 90 days or longer under refrigerated storage. The MCC network provides suspension structure; CMC contributes controlled viscosity that further slows residual particle movement. Together they produce a chocolate milk that pours uniformly, looks consistent, and meets commercial shelf-life targets without compromising drinking quality.
Protein beverages present a more complex challenge. Protein particles do not behave as simple dense solids — their settling behavior depends on pH, ionic strength, temperature history, and degree of denaturation during processing. A protein beverage that appears stable immediately after UHT processing can develop significant sedimentation within weeks as proteins slowly aggregate and particle size increases.
MCC addresses this through its physical network, which is largely indifferent to protein charge state or aggregation history. Once the network forms during processing, it continues to resist particle movement regardless of subsequent protein changes during shelf life. This physical, non-ionic mechanism remains effective across a wide pH range — from acidified protein drinks at pH 3.5 to alkaline protein waters above pH 7.0 — making MCC uniquely versatile across the protein beverage category.
For ready-to-drink protein shakes at 5–10g protein per 100ml, MCC at 0.4–0.8% combined with carrageenan at 0.01–0.03% represents best-practice formulation. MCC handles physical suspension; carrageenan manages protein charge stabilization. Together they consistently outperform either ingredient used alone.
| Beverage System | Storage | Temperature | MCC Level | Sediment — No MCC | Sediment — With MCC | Reduction |
|---|---|---|---|---|---|---|
| Chocolate Milk (cocoa 1.5%) | 30 days | 4°C | 0.5% + CMC 0.15% | 8.2% | 0.9% | 89% |
| Chocolate Milk (cocoa 1.5%) | 60 days | 4°C | 0.5% + CMC 0.15% | 11.7% | 1.4% | 88% |
| Oat Milk (2.5% oat solids) | 30 days | 4°C | 0.6% + xanthan 0.02% | 6.8% | 0.7% | 90% |
| Oat Milk (2.5% oat solids) | 60 days | 4°C | 0.6% + xanthan 0.02% | 9.3% | 1.1% | 88% |
| RTD Protein Shake (6g/100ml) | 30 days | 25°C | 0.6% + carrageenan 0.02% | 14.5% | 3.1% | 79% |
| RTD Protein Shake (6g/100ml) | 60 days | 25°C | 0.6% + carrageenan 0.02% | 19.2% | 4.8% | 75% |
| RTD Protein Shake (6g/100ml) | 90 days | 25°C | 0.8% + carrageenan 0.03% | 24.8% | 3.9% | 84% |
| Fruit Juice with Pulp | 30 days | 4°C | 0.3% + pectin 0.2% | 12.1% | 2.3% | 81% |
| Fruit Juice with Pulp | 60 days | 4°C | 0.3% + pectin 0.2% | 16.4% | 3.6% | 78% |
Sediment volume measured as percentage of total liquid volume. MCC grade: colloidal-grade co-processed with CMC. All systems processed at 3,000 rpm / 50°C followed by two-stage homogenization at 150 bar.
The data shows consistent sedimentation reduction of 75–90% across all four beverage systems. Cocoa and oat milk systems achieve the highest reduction rates (88–90%), reflecting MCC’s particular effectiveness with medium-density suspended solids. Protein beverage reduction is somewhat lower at 75–84%, partly because ambient storage at 25°C accelerates protein aggregation more aggressively than refrigerated conditions. Increasing MCC from 0.6% to 0.8% in the 90-day protein shake trial demonstrates that higher dosage meaningfully extends suspension performance as storage duration increases — an important consideration for products targeting 12-month ambient shelf life.
MCC dosage depends on the beverage type, particle load, and target stability performance. Using too little fails to build an effective suspension network; using too much risks a grainy or overly thick texture. The ranges below reflect commercially validated best practices across major categories.
Dairy beverages typically require MCC at 0.3% – 1.0%. Chocolate milk performs well at 0.3–0.8% combined with CMC at 0.1–0.2%. Flavored milk generally needs less, around 0.2–0.5%. UHT-treated dairy drinks benefit from 0.3–0.6% paired with carrageenan to maintain protein stability through heat processing. Higher protein content pushes dosage toward the upper end of the range.
Plant-based beverages require slightly higher MCC levels than dairy, typically 0.5% – 1.2%, because plant proteins are larger, less stable, and settle more aggressively than dairy proteins. Oat milk and almond milk perform well at 0.5–0.8% combined with low-level xanthan gum. Pea protein and soy beverages at higher protein concentrations may need 0.8–1.2% with carrageenan added for protein charge management.
Ready-to-drink protein shakes require MCC at 0.4% – 1.0%, with dosage scaling directly with protein concentration. At 5–8g protein per 100ml, 0.4–0.6% MCC combined with carrageenan at 0.01–0.03% reliably controls sedimentation. At protein levels above 10g per 100ml, dosage should move toward 0.8–1.0% to maintain network strength against the higher particle load. Proper high-shear dispersion is especially critical at these concentrations.
Fruit juice and cloudy beverage applications require the lowest MCC levels, typically 0.1% – 0.5%. Juices with fine pulp particles perform well at 0.1–0.3% combined with pectin. Beverages with heavier pulp or larger particle sizes — such as mango nectar or mixed tropical drinks — benefit from 0.3–0.5% to maintain both pulp suspension and cloud stability throughout shelf life.
| Beverage Type | MCC Usage Range (%) | Typical Complementary Stabilizer | Priority Function |
|---|---|---|---|
| Chocolate Milk | 0.2 – 0.8 | CMC, carrageenan | Cocoa suspension + mouthfeel |
| Flavored Milk | 0.1 – 0.5 | CMC | Particle suspension + texture |
| UHT Milk Drinks | 0.2 – 0.6 | Carrageenan | Heat stability + protein protection |
| Oat / Almond Milk | 0.3 – 0.7 | Xanthan gum or CMC | Phase stability + body improvement |
| Soy / Pea Protein Beverage | 0.3 – 0.7 | Carrageenan | Protein suspension + sedimentation control |
| RTD Protein Shake | 0.3 – 1.0 | Carrageenan or CMC | Anti-sedimentation + mouthfeel |
| Fruit Juice with Pulp | 0.1 – 0.5 | Pectin | Pulp suspension + cloud stability |
| Low-Fat / Diet Beverages | 0.2 – 0.6 | CMC or xanthan gum | Fat mimetic + texture compensation |
These ranges assume colloidal-grade MCC co-processed with CMC, used under standard high-shear dispersion conditions. Pure MCC grades without CMC co-processing typically require higher dosage or more intensive dispersion to achieve equivalent performance.
No single stabilizer solves every beverage stability problem. Understanding how MCC compares with other common hydrocolloids across the four dimensions that matter most — suspension performance, mouthfeel, heat stability, and cost efficiency — helps formulators build the right stabilization system for each specific application.
MCC delivers the strongest pure particle suspension performance of the four stabilizers, because it works through physical network formation rather than viscosity. CMC provides moderate suspension through viscosity increase but requires high dosage to fully prevent sedimentation in particle-heavy systems. Xanthan gum achieves good suspension at lower dosage than CMC but still relies on viscosity as its primary mechanism. Carrageenan provides strong suspension in dairy protein systems through electrostatic interaction but performs poorly in non-dairy or juice applications where protein charge interactions are absent.
| Stabilizer | Suspension Mechanism | Suspension Performance | Effective Dosage Range |
|---|---|---|---|
| MCC | Physical network | Excellent | 0.3 – 1.0% |
| CMC | Viscosity increase | Moderate | 0.1 – 0.5% |
| Xanthan Gum | Viscosity increase | Good | 0.02 – 0.15% |
| Carrageenan | Protein charge interaction | Good in dairy | 0.01 – 0.03% |
For deeper stabilizer comparison, see MCC vs CMC in Beverage Systems
MCC produces the cleanest, most natural mouthfeel of the four stabilizers at suspension-effective dosage levels. Its physical network contributes creaminess and body without raising bulk viscosity to levels that feel thick or heavy. Xanthan gum at effective suspension dosage produces a characteristically slippery, gel-like mouthfeel that consumer panels consistently rate negatively in beverages. CMC at high dosage contributes a coating, slightly sticky sensation. Carrageenan at typical beverage dosage has minimal direct mouthfeel impact but can contribute a faint gel-like quality in dairy systems at higher concentrations.
| Stabilizer | Mouthfeel at Effective Dose | Consumer Acceptance |
|---|---|---|
| MCC | Light, creamy, clean | High |
| CMC | Coating, slightly thick | Moderate |
| Xanthan Gum | Slippery, gel-like | Low at high dose |
| Carrageenan | Neutral to slightly gelled | Moderate |
MCC is the most thermally stable of the four stabilizers. Its insoluble crystalline structure remains intact through pasteurization, UHT processing at 135–140°C, and retort sterilization, maintaining full suspension network performance in the finished product. CMC is generally heat stable through pasteurization but can partially degrade under prolonged UHT or retort conditions. Xanthan gum maintains viscosity through most thermal processes but can lose some rheological performance under extreme heat. Carrageenan is heat stable during processing but requires adequate calcium or potassium ions to reform its gel network effectively after cooling.
| Stabilizer | Pasteurization | UHT (135–140°C) | Retort |
|---|---|---|---|
| MCC | Excellent | Excellent | Excellent |
| CMC | Good | Moderate | Variable |
| Xanthan Gum | Good | Good | Moderate |
| Carrageenan | Good | Good | Good |
MCC used alone is not the lowest-cost stabilizer option, but it delivers the best cost efficiency when evaluated on a performance-per-dollar basis in suspension-critical applications. Because MCC achieves strong suspension at relatively low dosage without requiring viscosity levels that trigger consumer complaints, it avoids the reformulation and quality-related costs that high-dose gum systems frequently generate. More importantly, combining MCC with low-level CMC and carrageenan consistently delivers superior stability performance compared to high-dose single-ingredient gum systems — often at lower total stabilizer cost because each ingredient works more efficiently in combination than alone.
| Stabilizer System | Total Stabilizer Cost | Stability Performance | Mouthfeel Quality |
|---|---|---|---|
| MCC alone | Medium | Good | Excellent |
| High-dose xanthan gum alone | Low–Medium | Good | Poor |
| High-dose CMC alone | Low | Moderate | Poor |
| MCC + CMC + carrageenan | Medium | Excellent | Excellent |
No single stabilizer works best across all beverage systems. MCC is the preferred primary suspension agent across dairy, plant-based, protein, and juice applications. CMC and carrageenan work best as complementary ingredients that address the specific failure modes MCC does not cover — viscosity control and protein charge stabilization respectively. Xanthan gum works best at low supporting dosage alongside MCC rather than as a primary stabilizer. The most cost-effective and performance-reliable approach across modern beverage systems is a multi-layer stabilization system with MCC as the structural foundation.Compared with xanthan gum systems, MCC beverage systems provide cleaner mouthfeel.
In comparison with CMC, MCC suspension technology delivers better particle control.
In dairy formulations, MCC stabilizer systems outperform starch-based solutions in long-term stability.
No single stabilizer works best across all beverage systems. The right choice depends on the specific stability challenge the formulation needs to solve.
| Stabilizer | Best For | Weakness |
|---|---|---|
| MCC | Particle suspension, fat mimetic, clean mouthfeel | Does not control viscosity alone |
| CMC | Viscosity control, protein hydration | Heavy mouthfeel at high dose |
| Xanthan Gum | General suspension, low-dose thickening | Slippery texture at effective levels |
| Carrageenan | Dairy protein stabilization | Limited suspension in non-dairy systems |
For most commercial beverage applications, MCC combined with one or two complementary stabilizers delivers the strongest overall performance. Use MCC as the suspension foundation, CMC to calibrate viscosity, and carrageenan when protein stabilization is required. This multi-layer approach consistently outperforms any single-ingredient strategy at equivalent or lower total stabilizer cost.
MCC’s performance is highly sensitive to processing conditions. Even a well-designed formulation will underperform if the dispersion step is inadequate. The following guidelines reflect industry best practices for achieving optimal MCC network formation in beverage systems.
Always pre-mix MCC with sugar, dextrose, or other dry powder ingredients before introducing liquid. This pre-dispersion step breaks up any soft agglomerates that form during storage and ensures that individual MCC particles separate before they contact water. Adding MCC directly to liquid — especially without pre-blending — frequently leads to clumping that even high-shear mixing cannot fully resolve later in the process.
Disperse the pre-blended powder into the liquid phase under high-shear mixing at 2,000–4,000 rpm. This shear energy is essential for breaking MCC particles apart and allowing them to form a uniform colloidal suspension. Low-shear mixing — such as a standard paddle mixer — will not adequately disperse colloidal MCC and will result in clumps, uneven texture, and poor suspension performance in the finished product.
Disperse MCC at a water temperature of 40–60°C for optimal hydration and network formation. Cold water significantly slows CMC hydration (in colloidal-grade MCC) and may prevent full network development. Temperatures above 70°C at the dispersion stage can partially disrupt early network structure. A consistent 45–55°C dispersion temperature delivers the most reliable results across batch-to-batch production.
Apply homogenization at 100–200 bar — two-stage if possible — to achieve uniform particle size distribution throughout the continuous phase. Homogenization after MCC dispersion reduces particle size heterogeneity, minimizes fat globule size in dairy applications, and ensures that the MCC network is evenly distributed rather than concentrated in local zones. Products that skip or reduce homogenization pressure frequently show uneven texture and accelerated sedimentation during shelf-life evaluation.
After MCC is fully dispersed and homogenized, adjust the product pH to its target range and add any remaining stabilizers, acidulants, or flavors. Adding acid before MCC is fully dispersed can interfere with CMC hydration in colloidal-grade products. If carrageenan is part of the formulation, introduce it during the heating step at 65–75°C for maximum effectiveness in protein-containing systems.
MCC is thermally stable and maintains its colloidal network through pasteurization (72°C / 15 sec), UHT (138°C / 2–4 sec), and retort processing. No special process modifications are required for MCC. However, formulators should allow for a brief post-process rest period — typically 12–24 hours at refrigerated temperature — before evaluating final suspension stability, as MCC networks continue to develop slightly after thermal treatment.
Even well-formulated beverages encounter performance issues when MCC is not processed correctly. The problems below are almost always caused by processing errors rather than ingredient failure — and all have straightforward solutions once the root cause is identified.
Persistent sedimentation after MCC addition almost always indicates incomplete network formation during processing. The three most common causes are insufficient shear during dispersion, water temperature below 40°C, and MCC dosage too low for the specific particle load.
Start by auditing the dispersion step. Confirm mixing speed reaches 2,000–4,000 rpm and water temperature is between 40–60°C during powder addition. If processing parameters are confirmed correct, increase MCC dosage by 0.1–0.2% increments and evaluate stability at each level. More intensive homogenization to reduce suspended particle size also frequently resolves sedimentation without requiring higher MCC dosage.
| Root Cause | Corrective Action |
|---|---|
| Insufficient shear | Increase mixing speed to 2,000–4,000 rpm |
| Low dispersion temperature | Raise water temperature to 40–60°C |
| MCC dosage too low | Increase by 0.1–0.2% increments |
| Particle size too large | Increase homogenization pressure |
Grainy texture is caused by residual MCC agglomerates that were not fully broken down during dispersion and remain perceptible in the mouth. This problem almost always traces back to one of two mistakes: adding MCC directly to liquid without dry pre-blending first, or using insufficient shear during dispersion.
Fix this by confirming MCC is thoroughly pre-blended with sugar or other dry ingredients before any liquid contact. Increase dispersion temperature to 45–55°C and extend high-shear mixing duration. If graininess persists after process correction, reduce MCC concentration by 0.1% and re-evaluate. Switching to a finer-particle colloidal MCC grade also resolves persistent graininess without sacrificing suspension performance.
| Root Cause | Corrective Action |
|---|---|
| No dry pre-blending | Pre-mix MCC with sugar before liquid addition |
| Insufficient shear | Confirm 2,000–4,000 rpm mixing speed |
| Wrong MCC grade | Switch to finer-particle colloidal MCC |
| MCC concentration too high | Reduce by 0.1% and re-evaluate |
Excessive thickness usually results from combined over-stabilization — MCC and a complementary thickener such as CMC or xanthan gum both used at full dose simultaneously. The physical network from MCC combined with the viscosity contribution from CMC can produce a mouthfeel heavier than intended, even when each ingredient falls within its individual recommended range.
Reduce CMC or xanthan gum first, since MCC’s suspension performance is less sensitive to small dosage reductions than viscosity-based stabilizers. If thickness remains after complementary stabilizer adjustment, reduce MCC by 0.1–0.15% and re-test suspension stability. Switching to a finer-particle MCC grade frequently delivers equivalent suspension at lower dosage, resolving the thickness issue without compromising shelf-life performance.
| Root Cause | Corrective Action |
|---|---|
| CMC or xanthan gum over-dosed | Reduce complementary stabilizer first |
| MCC dosage too high | Reduce by 0.1–0.15% increments |
| Wrong MCC grade | Switch to finer-particle grade |
Poor MCC hydration produces a product that appears adequately mixed during processing but develops uneven texture, localized graininess, or inconsistent suspension performance batch to batch. The most common cause is dispersion at water temperatures below 40°C, which significantly slows CMC hydration in colloidal-grade MCC and prevents complete network development.
Raise dispersion water temperature to the 45–55°C range and confirm temperature is maintained throughout the powder addition and mixing period — not just at the start. If temperature control is confirmed adequate, extend mixing duration before moving to the next processing step. Consistent hydration temperature is the single most effective process parameter for eliminating batch-to-batch variation in MCC performance.
| Root Cause | Corrective Action |
|---|---|
| Water temperature below 40°C | Raise to 45–55°C and maintain throughout mixing |
| Mixing duration too short | Extend high-shear mixing time |
| Temperature drop during mixing | Monitor and control temperature continuously |
| Batch-to-batch variation | Standardize temperature and mixing time protocol |
MCC holds one of the strongest regulatory profiles of any beverage stabilizer, with approvals covering every major consumer market globally. Beverage manufacturers can use MCC across international markets without reformulation to meet local additive regulations.
In the United States, the FDA classifies MCC as Generally Recognized as Safe (GRAS) for use in food and beverage applications. No defined upper limit applies to most food and beverage categories, giving formulators flexibility to optimize dosage based on performance requirements rather than regulatory constraints. MCC has maintained this status consistently and faces no current regulatory review or restriction in the United States market.
In the European Union, EFSA has approved MCC as food additive E460i under EU food additive regulations. Permission is granted on a quantum satis basis across a wide range of food and beverage categories, meaning MCC can be used at the level necessary to achieve the intended technological function without a fixed maximum limit in most applications. E460i appears on product ingredient labels and is widely recognized by European consumers as a natural, plant-derived additive.
MCC is recognized and approved under Codex Alimentarius international food standards, which facilitates trade compliance across 188 member countries. This global recognition is particularly valuable for beverage manufacturers exporting to multiple markets simultaneously, as Codex approval provides a common regulatory foundation that most national authorities accept as a baseline reference. Additional country-specific approvals include China under GB standards, Japan, Australia and New Zealand under FSANZ, and Canada.
MCC is derived from plant fiber and contains no animal-derived components, making it inherently compatible with both Halal and Kosher dietary requirements. ACTA MCC is available with verified Halal and Kosher certification documentation from recognized certification bodies, supporting manufacturers who sell through certified retail channels or export to markets where these certifications are required for distribution access.
Choosing the right MCC supplier directly affects product stability, production consistency, and commercial risk. Batch-to-batch variation in particle size, dispersion viscosity, or suspension efficiency translates directly into product instability and rework costs. The criteria below explain why beverage manufacturers across dairy, plant-based, protein, and juice categories consistently choose ACTA Biotechnology as their MCC supplier.
ACTA produces colloidal-grade MCC under current Good Manufacturing Practice (cGMP) conditions with full documentation and traceability from raw material receipt through finished product release. Every batch undergoes complete quality testing before shipment. This manufacturing consistency ensures that the MCC validated in a formulator’s laboratory performs identically in full-scale commercial production — regardless of order size, season, or geography. Manufacturers who have experienced mid-project supplier changes understand the cost of batch-to-batch variability firsthand; ACTA’s cGMP framework eliminates this risk.
Particle size distribution is the single most important physical specification for beverage-grade MCC. Variation in particle size directly affects dispersion behavior, network formation efficiency, suspension performance, and finished product mouthfeel. ACTA maintains tight particle size specifications across every production batch, with full particle size distribution data available in the certificate of analysis for each shipment. This level of specification control allows beverage formulators to scale from laboratory to production with confidence that ingredient performance will remain consistent.
ACTA MCC is produced under HACCP and ISO 22000 certified food safety management systems, confirming systematic hazard analysis and documented food safety controls at every production stage. Halal and Kosher certifications are available with full documentation from recognized certification bodies — essential for manufacturers selling through certified retail channels or exporting to markets where these certifications are required for distribution access. All certification documentation is provided with each shipment and updated on current certification cycles.
MCC performance depends heavily on processing conditions, and formulation challenges vary significantly across beverage categories. ACTA’s application technologists work directly with beverage development teams to provide grade selection guidance for specific applications, dispersion parameter recommendations, complementary stabilizer combination advice, and stability testing support. This technical partnership reduces formulation development time, minimizes scale-up risk, and helps manufacturers bring stable, high-quality products to market faster than working from a blank formulation slate.
ACTA supplies free evaluation samples with full technical data sheets for in-house formulation trials at no cost — allowing development teams to validate MCC performance in their specific beverage system before committing to commercial supply. For ongoing production supply, ACTA’s established global logistics network provides reliable delivery coverage across major beverage manufacturing regions worldwide, with standard and urgent order capabilities to support both planned production schedules and unexpected demand requirements.
Contact the ACTA technical team to discuss your specific beverage application, receive grade recommendations, and request a free evaluation sample.
Yes. MCC is one of the most thoroughly reviewed food additives available. It holds GRAS status from the FDA in the United States, E460i approval from EFSA in the European Union, and Codex Alimentarius recognition globally. It has been used safely in food and beverage applications for decades with no established safety concerns at commercially relevant dosage levels.
No. MCC and CMC perform different functions and are most effective when used together. MCC builds a physical suspension network that holds particles in place; CMC dissolves in the continuous phase and controls bulk viscosity. Replacing one with the other removes a key functional layer and typically results in inferior stability performance. The two ingredients complement rather than compete with each other.
Yes. MCC is widely used in oat milk, almond milk, soy milk, and pea protein beverages. It prevents plant protein sedimentation, improves body and creaminess, and reduces the watery texture that many plant-based beverages suffer from without adequate stabilization. For plant-based applications, MCC at 0.5–1.2% combined with low-level xanthan gum or carrageenan delivers reliable suspension stability throughout shelf life.
No. MCC is tasteless and odorless. It contributes no flavor, off-notes, or aftertaste to finished beverages. This sensory neutrality is one of the primary reasons beverage manufacturers prefer MCC over some alternative stabilizers that can introduce bitter or astringent notes at effective dosage levels. MCC improves mouthfeel and texture perception without interfering with the flavor profile of the product.
The best MCC dosage depends on the beverage type and specific formulation requirements. General guidelines are:
Always confirm optimal dosage through formulation trials and accelerated shelf-life testing specific to each product, as particle load, processing conditions, and complementary stabilizer levels all affect the final optimum.
ACTA Biotechnology supplies colloidal-grade MCC for dairy, plant-based, protein, and juice beverage applications. Contact us to receive a free evaluation sample with full technical data sheet and application support at no cost.
Every sample request includes:
📧 Email: wangpengfei@actabiotechnology.com
💬 WhatsApp: +86 18263653583
🌐 Website: www.actabiotechnology.com
Our technical team responds within 24 hours. Free samples are available to qualified beverage manufacturers and R&D teams worldwide.
MCC has moved from a secondary stabilizer to a foundational functional ingredient across modern beverage systems — and the reasons are straightforward.
Beverage formulations are growing more complex. Higher protein loads, plant-based ingredients, functional fortifications, and clean-label requirements all create stability challenges that viscosity-based stabilizers alone cannot reliably solve. Traditional approaches either under-stabilize at acceptable mouthfeel levels or over-stabilize at the cost of sensory quality that consumers reject.
MCC resolves this directly. Its physical particle network delivers 75–90% sedimentation reduction across dairy, plant-based, protein, and juice systems. This fat-mimetic behavior restores mouthfeel in low-fat and reduced-calorie formulations. Therefore,its thermal stability ensures consistent performance through UHT, pasteurization, and retort processing. Its clean-label status and global regulatory acceptance — FDA GRAS, EU E460i, Codex Alimentarius — support international market access without reformulation.
Most importantly, MCC makes every other stabilizer in the system work better. Combined with CMC for viscosity control and carrageenan for protein stabilization, MCC forms the structural foundation of a multi-layer system that consistently outperforms single-ingredient approaches at equivalent or lower total stabilizer cost.
For beverage manufacturers evaluating stabilization strategy, MCC is no longer optional — it is the starting point for any formulation that needs to deliver physical stability, clean mouthfeel, and long shelf life simultaneously.
Contact the ACTA Biotechnology technical team to discuss your specific application, receive grade recommendations, and request a free evaluation sample with full technical documentation.